
關注機床行業最新資訊,如需更多信息,請關注我們其他的社交平臺!
現代機床雜志 2024 第一期

訂閱電話:010-80335298
















基于高速電主軸的實時振動監測技術應用
高速精密機床的核心部件為高速電主軸,高速電主軸的技術參數很大程度上影響著工件的加工精度。因此保證高速電主軸持續穩定的運行是非常必要的。
振動是高速電主軸的重要動態參數,根據資料顯示,即使是精度極高、經過良好靜平衡的主軸,也會存在制造、磨損、負載沖擊、工件裝夾等多種原因破壞原有平衡。一般情況下,電主軸故障的90%可以從振動測量中檢測出來,因此具備高精度的振動監測技術是電主軸設計、制造及使用的關鍵。
高速電主軸的振動監測模塊可以在主軸正常運行過程中,實時監測轉子振動,排查結構故障,還可以設定報警加速度值,監測到速度超差后直接停止運轉,保護電主軸結構件由于振動引起的損壞。
一、高速電主軸振動故障信號分析
1.振動信號幅域RMS值分析
在實際工程應用中的機械振動信號,常由周期信號和隨機信號混雜而成。因此,在進行機械振動檢測和故障診斷分析時,合理選擇隨機信號參數是不可或缺的部分。有效值即均方根值(RMS)直接反應振動信號的能量大小、穩定性及重復性,是鑒別電主軸運轉狀態是否正常的重要指標,通過比較AMS機械健康分析儀測得的測點振動速度RMS值,可判斷電主軸是否適合正常工作運轉,如果較差則需要進行后續的故障診斷。
2.振動信號時域分析
時域波形是最便捷、最直觀、最利于理解的振動信號表現形式,是最原始的振動信息源,包含了豐富的信息。對于某些故障信號,時域波形具有明顯的特征,可直接觀察其周期信號、諧波信號、短脈沖等信號,就能對設備運行狀態做出初步判斷。諸如電主軸轉子嚴重不平衡時,時域波形中有明顯的以旋轉頻率為特征的周期成分;若波形中出現“削頂現象”,表示銑頭主軸可能存在碰磨故障等。但對于某些復雜關聯故障形式,波形紊亂,周期性差,難以與故障特征信號建立對應關系,需將時域信號轉化至頻域信號,對銑頭電主軸的故障進行準確定性分析。
3.振動信號頻域分析
頻域分析是基于頻譜分析方法,把復雜的時域信號經快速傅里葉變換(FFT)分解為若干單一的諧波分量疊加,同時體現出各頻率分量的幅值、相位、功率及能量與頻率的關系,能對電主軸的運行狀態做出評價,并準確而有效地診斷故障和對故障進行準確定位,是機械設備振動故障監測與診斷中最常用和最適用的分析方法。
二、振動監測模塊技術原理
振動監測模塊系統是智能化電主軸的核心,搭載振動監測模塊的試驗平臺原理框圖如圖1所示。

圖1 搭載振動監測模塊的系統程序框圖
通過在電主軸殼體中前軸承附近安裝一個加速度傳感器,基于MEMS技術的三維加速度計通過該傳感器可以記錄所有三個移動軸(X,Y,Z)的加速度值,從而能夠有針對性地改進加工過程。所有的故障時間,特別是主軸發生損毀時可以再現主軸的工況,以便進行分析并找出原因。
同時,在過程監控系統中可由用戶設定一個g極限值,當振動超過此值時,系統報警和自動停機。系統還可以將某一時段的振動記錄下來,以便進一步分析。定期記錄的數據包括:日期、時間、g值、g極限值、主軸轉速、刀具號、進給速率、數控程序塊號和程序名。可記錄程序塊的容量為18000條,如果取時間間隔為2.5s,可記錄加工過程狀態長達12.5h。
三、振動監測模塊測試驗證
1.振動瞬態響應試驗目的
將試驗電主軸固定在試驗平臺上,通過在電主軸殼體中前軸承附近安裝一個加速度傳感器,基于MEMS技術的三維加速度計通過該傳感器可以記錄所有三個移動軸(X,Y,Z)的加速度值,從而能夠有針對性地改進加工過程。所有的故障時間,特別是主軸發生損毀時可以再現主軸的工況,以便進行分析并找出原因。
同時,在過程監控系統中可由用戶設定一個g極限值,當振動超過此值時,系統報警和自動停機。下面進行測試。按模態試驗測量的20000r/min數據進行該模塊的測試驗證。
2.振動瞬態響應試驗方法
瞬態響應試驗以模態試驗為基礎。模態試驗是為了確定振動系統的模態參數所進行的振動試驗,包括系統固有頻率、阻尼比和振型等。通過對給定激勵的系統進行測量,得到響應信號,再利用模態參數辨識方法得到系統的模態參數。
本次試驗裝置有:高速電主軸、高彈性聚能錘、力傳感器、加速度傳感器、DASP十六通道并行數據采集儀、INV信號調理器,多線束。
該次試驗采用多點激勵多點響應法,即MIMO法。測點位置均勻分布,避開重要模態的振型節點。根據電主軸結構計算得到,可以在電主軸的圓柱面上均勻布置16個響應點。結合實際采用分步測量方法,每次布置兩個三向加速度傳感器,每個點敲擊3次,獲得響應后再繼續敲擊其他各點。
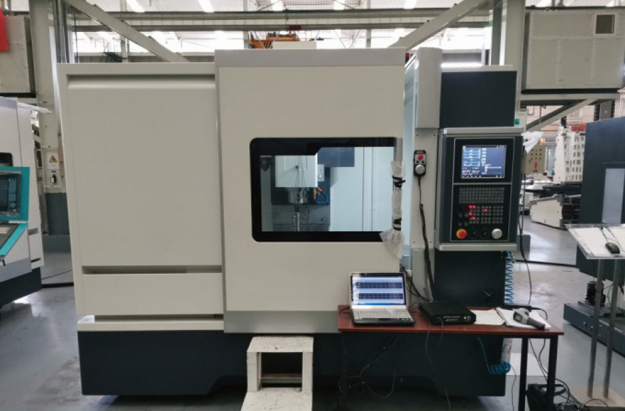
試驗儀器與試驗臺如圖2所示。
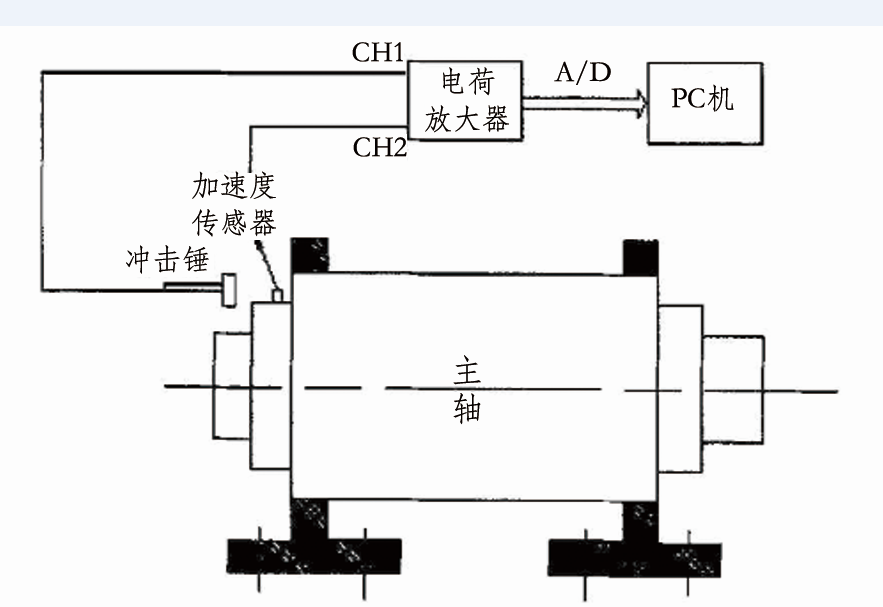
圖2 高速電主軸瞬態響應試驗系統
3.振動模態試驗驗證結果對比
在實際測量時,由于電主軸轉速是由變頻器控制的,因此電主軸轉速和頻率成正比關系,為n=60f/P,其中n為電主軸同步轉速,f為變頻器輸出頻率,P為驅動電極對數。被測電主軸的電極對數為1,可知20000r/min的電主軸單元工作頻率約為334Hz,下面通過振動模態試驗驗證。
測試系統搭建完畢后進行電主軸的瞬態響應測試,結果如圖3所示。以20000r/min為研究對象,得到如圖4、圖5所示的雙向功率譜。
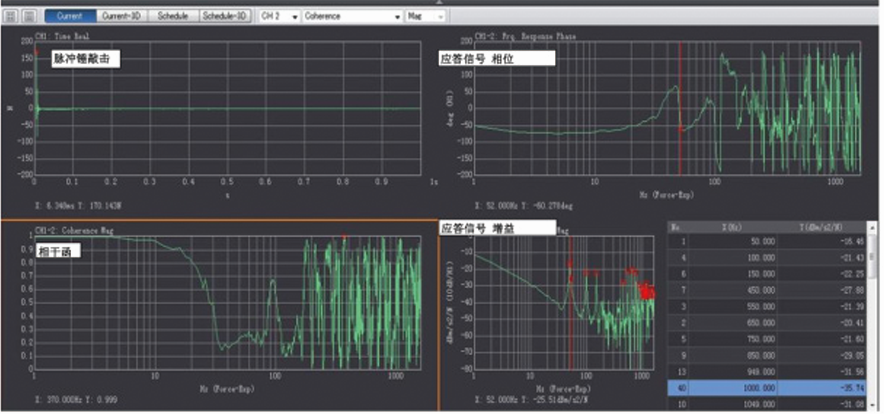
圖3 主軸瞬態響應試驗結果

圖4 X方向功率譜

圖5 Y方向功率譜
根據瞬態響應測試結果可知該電主軸Y向在20000r/min轉速下存在振動幅值較大,符合預期的分析。
電主軸轉速20000r/min時,系統監測圖如圖6所示。與瞬態實驗效果圖Y方向功率譜對比,可見基本一致,驗證了該振動監測模塊實時采集的準確性。說明根據此監測系統可以在電主軸運行時進行故障監測。
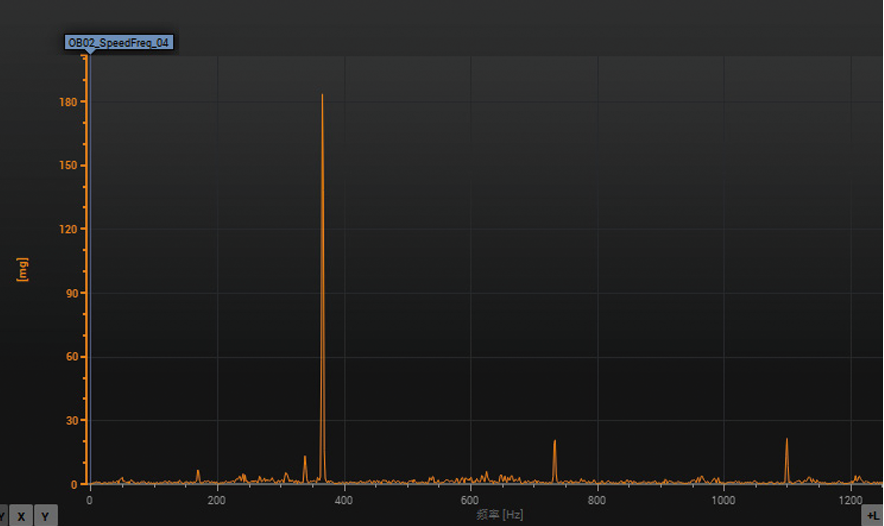
圖6 加速度為0.8g時20000r/min監測圖像
四、切削試驗應用驗證
1.振動監測模塊應用機床
將配置該模塊的高速電主軸應用于某型號機床,見圖7,電主軸技術參數見表1。振動監測模塊相關參數見圖8。
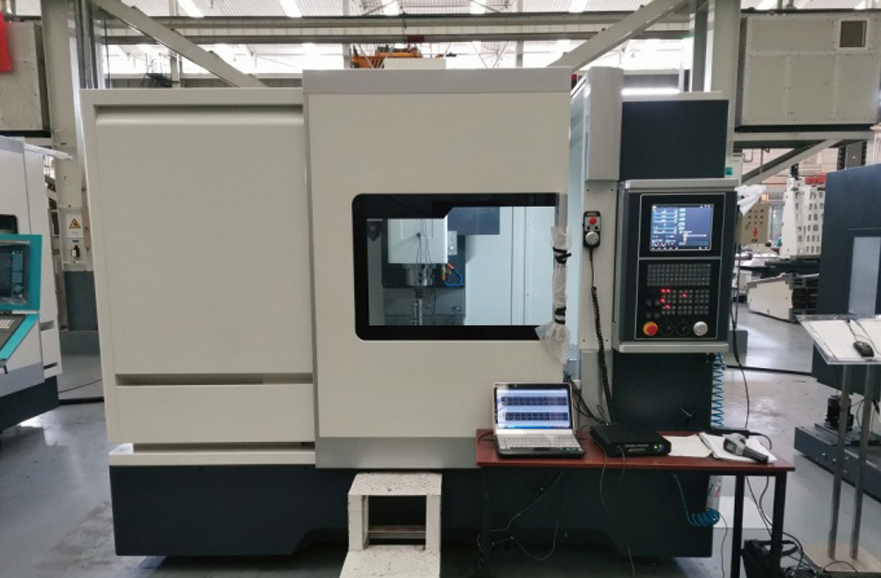
圖7
表1
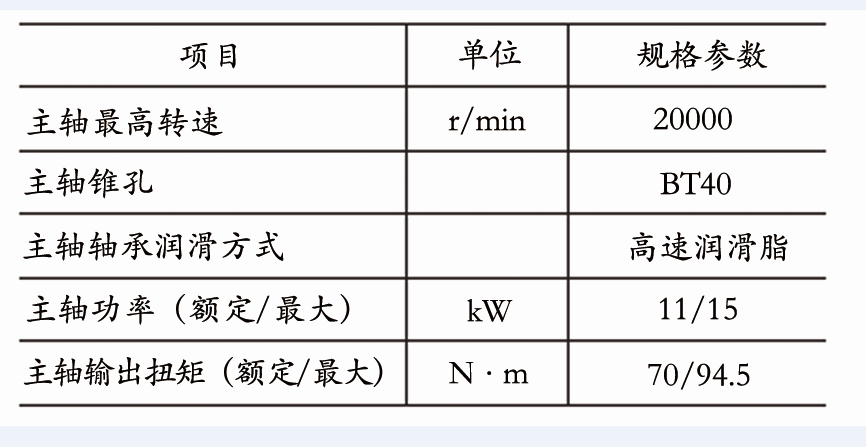

圖8 振動監測模塊接口及技術參數
2.切削應用驗證
在機床主軸恒功率調速范圍內,選擇一適當的主軸轉速,使用銑削的方式進行試驗。改變進給速度或切削深度,使機床達到主電機的最大功率。試驗時機床各部分工作應正常、可靠,無明顯顫振現象。
下面對開發的振動監測模塊進行測試驗證。將極限值設置為0.5g時,由于設置值非常小,因此系統自動報警,機床系統停機,開機后報警信息如圖9所示。說明該功能可正常使用。
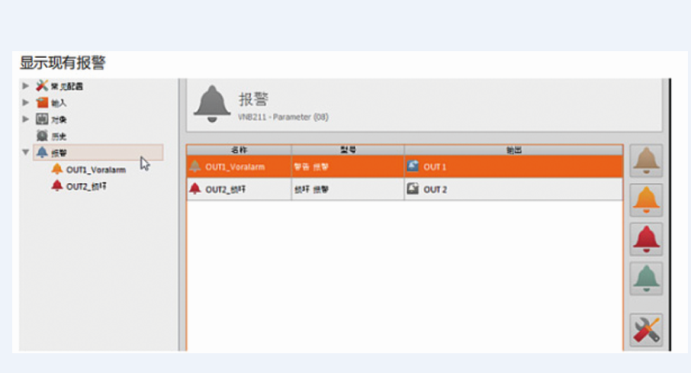
圖9 加速度為0.5g時系統報警正常
下面將報警極限值設置0.8g,進行切削試驗。測試監測功能是否能正常按照需求進行。選用?12立銑刀進行合金鋼件切削對比。切削參數為主軸轉速2100r/min,進給速度2000 mm/min。第一次外圓切削,開啟振動監測模塊,可以監測到切削過程的加速度值。切削時監測到進給速度為 2000mm/min時的加速度變化趨勢見圖10。
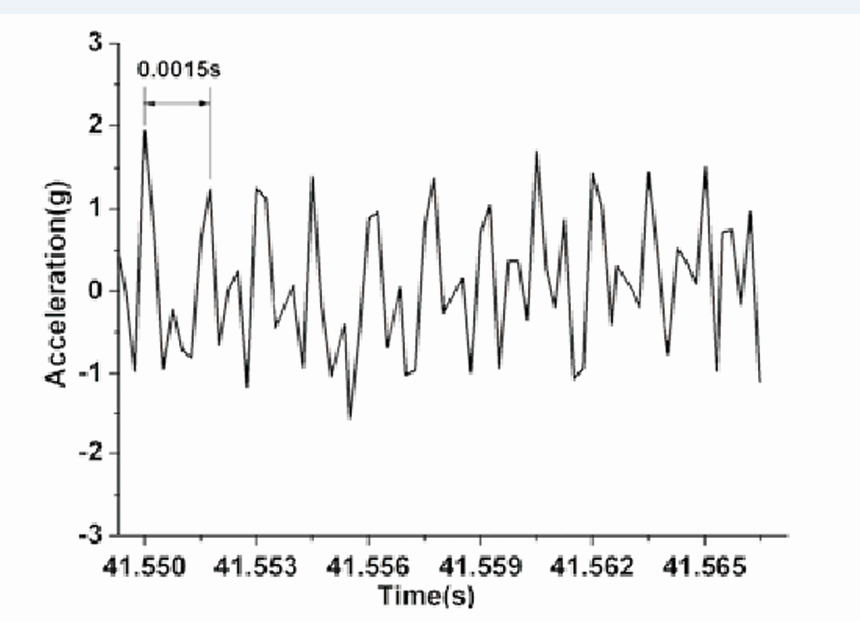
圖10 進給速度為2000mm/min的加速度變化趨勢
可以看到,由于加工過程中的振動主要由銑刀銑削時的銑削力引起的,而且加工過程中的振動主要是受迫振動,所以加速度的變化具有以下規律:高峰-低峰-高峰-低峰。而且經過分析,相鄰兩加速度高峰之間的時間間隔約為1.5ms,這與計算得到的刀齒通過周期(T= 60/(N*n)=0.0015s)一致,說明振動監測模塊正常運行。
經過切削,首次切削樣件如圖11所示,振動紋路明顯,由于電主軸振動監測結果正常,故對機床系統做了進一步相關參數的優化,再次切削樣件如圖12所示,各象限點目測接刀痕非常不明顯,無觸感。拍照已經拍不出來。加工效果對比之前很好。

圖11 優化前樣件示意圖 圖12 優化后樣件示意圖
根據切削驗證試驗可以看出,振動監測模塊的雙重作用。一是可以設定故障加速度值,有效預防和減少機床電主軸故障的發生。只要加速度超過限制值,就進行報警停機,保護機床性能。二是高速切削時,若存在切削振動現象,可以進行適當調節機床系統加速度相關參數,以保證良好的加工效果。
五、小結
高速銑削加工過程中的振動會降低工件加工表面的質量,影響加工的精度,并縮短刀具乃至機床的使用壽命。振動的大小會隨著切削參數改變而改變。由于電主軸的結構及零部件設計加工、安裝調試、維護檢修等方面的原因和運行操作方面的失誤,使得電主軸在運行過程中會引起振動。其振動類型可分為徑向振動、軸向振動和扭轉振動,其中過大的徑向振動往往是造成電主軸損壞的主要原因,也是狀態監測的主要參數和進行故障診斷的主要依據。
通過瞬態響應試驗、功率譜試驗及切削驗證試驗對比,驗證了本公司開發的振動監測模塊的準確性。應用該模塊不僅可以有效快速進行高速電主軸運行工況的監測和故障分析與預測,同時可以在高速高精密切削工況下,調整加速度值或優化相關伺服參數,減小振動,保證加工工件的質量。因此此項技術是可以推廣的,為后續智能化高速電主軸批量生產提供了技術支持。

新入駐企業
-
寧波佳鈺機械設備有限公司
入駐:2026-02-23
-
無錫飛翔機床附件有限公司
入駐:2026-02-22
-
納載智能科技(浙江)有限公司
入駐:2026-02-22
-
滄州市太和機床部件有限公司
入駐:2026-02-22
-
江蘇寧興恒力智能設備有限公司
入駐:2026-01-14

展會追蹤
-
2026河北國際機床展覽會
舉辦:2026-03-26 至 2026-03-29
-
2026中部(鄭州)裝備制造業博覽會
舉辦:2026-04-01 至 2026-04-03
-
成都國際工業博覽會邀請函
舉辦:2026-03-11 至 2026-03-13
-
2025(第十一屆)航空材料與制造工藝國際論壇
舉辦:2025-12-04 至 2025-12-05
-
2025(第四屆)新能源航空國際論壇
舉辦:2025-11-13 至 2025-11-14



















