
關注機床行業最新資訊,如需更多信息,請關注我們其他的社交平臺!
現代機床雜志 2024 第一期

訂閱電話:010-80335298
















發動機凸輪軸孔的設計與加工工藝安排
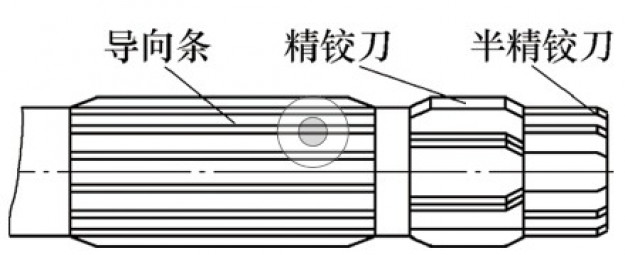
圖1
1.現狀分析
20世紀中國發動機大都為工作機提供動力,如為船舶、重型汽車、工程機械和谷物加工機械等提供動力,以中低速柴油機為主。凸輪軸孔幾乎都設計在缸體上,因為在同一個零件上便于工藝安排,而且凸輪軸孔和曲軸孔同在一個缸體上,距離較近,用齒輪傳動,使設計結構緊湊,加工精度也便于控制。通過曲軸齒輪傳動橢輪齒輪再傳動凸輪軸齒輪來完成發動機的正時傳動。齒輪傳動要求曲軸孔、橢輪軸孔及凸輪軸孔之間必須有嚴格的中心距要求。進、排氣凸輪同時也設計在1根凸輪軸上。從凸輪→挺柱→挺桿→氣門搖臂→氣門開閉,整條驅動鏈比較長, 傳動精度低,柴油機整機噪音大。為保證嚴格的中心距,滿足齒輪傳動的要求,在生產線加工工藝終端工序,采用的是三軸組合機床,工件在一次定位夾緊中,完成缸體上曲軸孔、橢輪軸孔及凸輪軸孔的精加工。
改革開放, 中國汽車工業的崛起,推進了車用汽油機迅猛發展,汽油機作為轎車動力,轎車對發動機也提出了高的要求,如整車的舒適性,整車噪聲限制在70dB以下,由于轎車前機艙空間限制,發動機外框尺寸不宜太大,由于轎車要求瞬時的加速性,對發動機功率要求也高。
汽油機提高功率的途徑有兩條: ① 只提高發動機的轉速(6 000r/min以上)來提高功率。②提高轉速的同時,也必須相應提高進、排氣的效率來提高發動機的功率。
為此設計從1缸2氣門改為1缸4氣門(進氣門兩個,排氣門兩個),進、排氣凸輪也由共在1根凸輪軸上的設計,發展為進氣凸輪軸和排氣凸輪軸獨立分開設計,進、排氣凸輪軸孔受缸體空間的限制難于布置在缸體上。凸輪軸孔的位置也必須由缸體移到缸蓋上(頂置結構),由于拉大了凸輪軸孔與曲軸孔的傳動距離,而且不在同1個零件上,發動機的正時傳動也不能采用齒輪傳動,只能采用中心距可調節(設有帶傳動張緊輪裝置)的、柔性的及低噪聲的帶傳動來代替高噪聲的齒輪傳動。由進、排氣凸輪軸分別直接驅動氣門挺柱,控制發動機進排氣門的開、閉。
由于從凸輪軸凸輪→氣門挺柱→氣門間的傳動鏈的縮短,大大提高進氣和排氣的效率和傳動精度,也大大降低了發動機整體的噪聲。進、排氣凸輪軸之間采用了有消除傳動間隙作用的可調輔助齒輪和齒輪組合傳動(降低齒輪傳動的噪聲)。
本文以MR479Q發動機缸蓋雙凸輪軸孔加工工藝安排為例, 對加工工藝方法作探討。MR479Q發動機缸蓋上進、排氣凸輪軸孔為分別由凸輪軸蓋與缸蓋所構成的五檔不連續的孔,孔徑都是φ (23+0.023)mm, 除了它們之間的中心距(112±0.020)mm有嚴格要求外,進、排氣凸輪軸孔中心軸線也要求相互平行,平行度控制在0.030mm范圍內。
2.缸蓋上進、排氣凸輪軸孔目前的兩種加工方法
(1)加工中心機床加工。①采用粗鉸刀分別對進氣凸輪軸孔和排氣凸輪軸孔的第1檔凸輪軸孔(作為刀具工藝導向孔)做粗鉸加工,完成后,退出工件,粗鉸刀直接返回刀庫。②進入下一工步,采用粗、精鉸復合刀完成凸輪軸孔的精鉸孔工序。刀具呈前小后大的階梯形,包括粗鉸刀、精鉸刀和導向條等(見圖1)。首先粗鉸刀進入第1檔粗鉸凸輪軸孔(此時不切削)實現刀具導向,隨著刀具慢速工進,粗鉸刀粗鉸第2檔凸輪軸孔,同時精鉸刀,精鉸第1檔(已粗鉸)的凸輪軸孔尺寸至φ (23+0.023)mm。重復以上加工直到最后一檔凸輪軸孔完成精鉸加工尺寸φ(23+0.023)mm。粗、精鉸復合刀具退出排氣凸輪軸孔,重復以上加工過程, 完成進氣凸輪軸孔的精鉸加工尺寸φ (23+0.023)mm。
從加工過程來分析, 加工中心機床加工凸輪軸孔,是單軸加工,刀具從第1檔凸輪軸孔前端口開始,結束在凸輪軸孔末端出口,刀具工進全程410mm以上,而且是以工進速度進給。刀具退出排氣凸輪軸孔,再加工進氣凸輪軸孔,加工過程也是如此復雜,本工序節拍比較長,效率低,限制了整條缸蓋生產線生產節拍的提高。
(1)專用組合機床加工。我們采用4軸臥式雙工位組合粗鏜、精鏜機床(見圖2),先缸蓋手動推入粗鏜工位,工件定位并抬起,雙軸粗鏜桿快進定位,鏜刀在凸輪軸孔前端5mm處停下(見圖3)。缸蓋落下,定位,夾緊(見圖4)。雙軸粗鏜桿慢速工進,工進距離為35mm,完成后,缸蓋抬起,雙軸粗鏜桿在主軸定位器的作用下實現刀具方向定位,鏜桿停止旋轉,并快速退出缸蓋的導向套。缸蓋由夾具自動輸送裝置自動輸送下一個精鏜工位,雙軸精鏜桿刀具快進,定位,鏜刀在凸輪軸孔前端5mm處,停下。缸蓋落下,定位,夾緊。雙軸精鏜桿慢速工進,工進距離也是35mm,完成后,雙軸精鏜桿在主軸定位器的作用下,刀具方向定位,鏜桿停止旋轉,缸蓋抬起,并快速退出缸蓋的導向套。完成雙凸輪軸孔的精鏜加工。完工后,缸蓋轉入生產線下一工序。
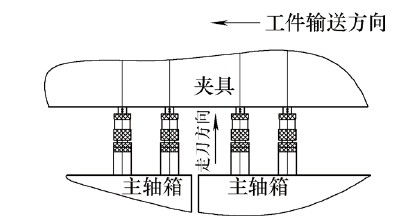
圖2
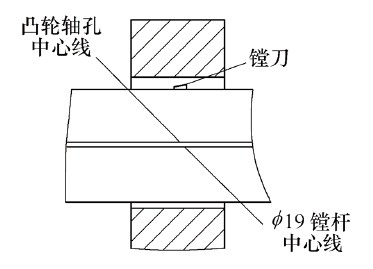
圖3
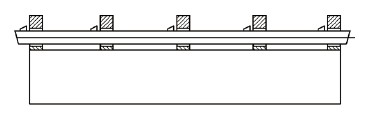
圖4
3.專用組合機床和加工中心機床加工凸輪軸孔的特點比較
(1)專用組合機床加工,多軸(4軸),雙軸粗鏜桿和雙軸精鏜桿,同時實現雙軸粗鏜進、排氣凸輪軸孔,同時也完成進、排氣凸輪軸孔的精鏜加工,開始先粗鏜進、排氣凸輪軸孔。完成后,夾具自動將工件轉入精鏜工位,完成精鏜凸輪軸孔的加工。
加工中心機床加工,單軸,第1工步,先粗鉸排氣凸輪軸工藝導向孔,再粗鉸進氣凸輪軸工藝導向孔,完成后,返回機床刀具庫。第2工步,換刀,粗、精鏜鏜鉸復合刀,先粗、精鉸排氣凸輪軸孔,再粗、精鉸進氣凸輪軸孔。
(2)專用組合機加工,多刀(5把刀),粗鏜進、排氣凸輪軸孔各5把刀,精鏜進、排氣凸輪軸孔各5把刀,每一把刀完成粗鏜(或精鏜)1檔孔。加工中心機床加工,單刀,換刀頻率高,只能一個工步,一個工步進行。
(3)加工中心機床加工,刀具工進距離短,僅有35mm,生產率高。加工中心機床加工,工進距離長,從凸輪軸孔第1檔端口到第5檔凸輪軸孔出口工進距離410mm,生產率低。
(4)專用組合機床加工,刀具鏜桿采用前、后和中間導向套的全支承結構,刀具剛性高、無振動,加工凸輪軸孔的表面粗糙度好。加工中心機床加工,刀具為懸臂狀態,刀具剛性差、易振動,凸輪軸孔表面粗糙度相對差。
(5)專用組合機床加工,在整個生產線是節拍短、效率高,生產線產量由50 000臺提升至100 000臺專用組合機床產能仍能滿足。加工中心機床加工在生產線上是節拍長、效率低,往往是生產線上難以控制的短板,提升產能只能增加加工中心機床的臺數。
(6)專用組合機床刀具結構單一、價格便宜,本廠便于刃磨,壽命長,刀具費用低。
加工中心機床刀具是復合刀具,結構復雜、價格昂貴,本廠刃磨修復困難,壽命相對短,刀具費用高。但是兩種機床各有特點,加工中心機床在加工中心距離小的密集的孔系時,優于專用組合機床,組合機床受孔中心距限制,中心距離小的孔系要分兩臺機床加工,增加機床臺數,而中心距精度難以保證,也使生產線加長。
4.結語
改革開放40年, 我國的汽車產量和汽車擁有量已相當大,但是也給環境帶來嚴重污染,國家在限制汽車排放的同時,大力發展新能源汽車,特別是零污染的純電動汽車,如比亞迪公司的純電動公交車已進入大中城市公交公司運營。但是,由于中、小型乘用車,受車用電池的容量限制,續航里程短,充電站少,還有待全國建設充電站成網,目前中、小型乘用車動力還是以汽油機為主,采用缸蓋頂置雙凸輪軸4氣門(5氣門)結構的發動機,尚處于主流位置。
對于缸體、缸蓋生產線的建設,本人多年實踐經驗,選擇設備不宜偏彼,能充分發揮機床各自特點的最大化為佳,認為以加工中心機床和專用組合機床混合建生產線,能達到優勢互補的效果,也十分符合小批量、多品種中國汽車國情。選好設備、選對設備,保證質量、滿足產量的前提下,盡量減少建廠的設備投資,錢要花在刀刃上。

新入駐企業
-
寧波佳鈺機械設備有限公司
入駐:2026-02-23
-
無錫飛翔機床附件有限公司
入駐:2026-02-22
-
納載智能科技(浙江)有限公司
入駐:2026-02-22
-
滄州市太和機床部件有限公司
入駐:2026-02-22
-
江蘇寧興恒力智能設備有限公司
入駐:2026-01-14

展會追蹤
-
2026河北國際機床展覽會
舉辦:2026-03-26 至 2026-03-29
-
2026中部(鄭州)裝備制造業博覽會
舉辦:2026-04-01 至 2026-04-03
-
成都國際工業博覽會邀請函
舉辦:2026-03-11 至 2026-03-13
-
2025(第十一屆)航空材料與制造工藝國際論壇
舉辦:2025-12-04 至 2025-12-05
-
2025(第四屆)新能源航空國際論壇
舉辦:2025-11-13 至 2025-11-14



















