
關注機床行業最新資訊,如需更多信息,請關注我們其他的社交平臺!
現代機床雜志 2024 第一期

訂閱電話:010-80335298
















工業機器人旋轉底座機械加工工藝設計
1. 序言
20世紀50年代戴沃爾提出了工業機器人的相關概念,戴沃爾認為可以通過預先設定相應程序實現機器人的自動化運轉。而工業機器人旋轉底座為整個機器人提供了支承,帶動了三軸與四軸的旋轉運動。目前機械制造、電子信息、汽車生產以及軍工等行業的發展都需要工業機器人的支持和主導,工業機器人在整個現代化工業領域有著不可替代的作用。因旋轉底座的機械加工方法直接關系到整個工業機器人的質量,故本文重點講述旋轉底座的機械加工工藝設計方法。
2. 零件結構分析
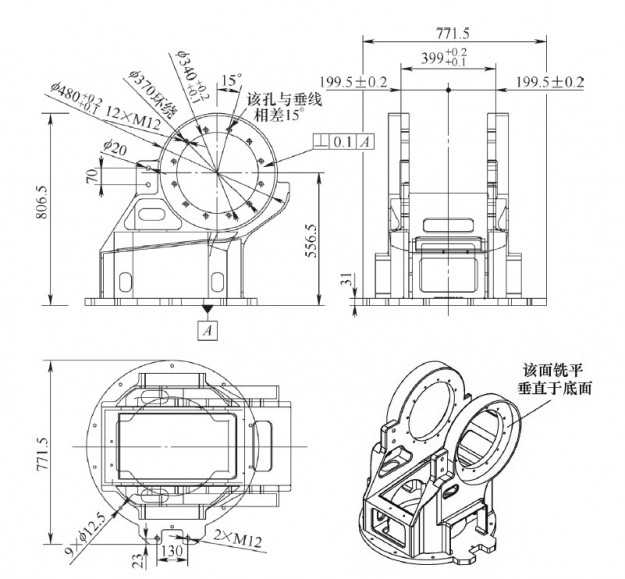
在工業機器人旋轉底座機械加工工藝設計前,需要對零件圖樣進行分析以達到設計尺寸和精度的要求。由工業機器人旋轉底座結構(見圖1)可知,旋轉底座體積較大,加工較難,但技術要求比較低。由于工業機器人旋轉底座表面粗糙度不同,加工方法選擇多樣化,所以需要進行粗加工與精加工。零件加工要求為399+0.2mm兩側端面、φ480+0.2外圓的表面粗糙度值Ra=3.2μm,零件其他表面粗糙度。
1. 毛坯的確定
3.1 毛坯的類型及選用
球墨鑄鐵的力學性能較好,使用該材料鑄件制造的零部件可以滿足工業機器人旋轉底座支承力較大的要求,且制造成本較低,因此工業機器人旋轉底座毛坯材料選用球墨鑄鐵。
3.2 確定機械毛坯尺寸及加工余量
選擇合適的毛坯形狀及尺寸在零件加工中是極為重要的步驟,若選擇不合適的毛坯形狀或尺寸,可能出現加工余量不足或加工余量過大,浪費材料等情況。一般情況下,較精密的機械加工所要求的加工余量較小,相對不精密的機械加工所要求的加工余量較大。
由圖1可知,橫向最大輪廓尺寸為771.5mm,軸向最大尺寸為806.5mm。選用的毛坯尺寸需大于零件的最大輪廓尺寸,且為保證其精度,需具有一定的加工余量。以在不影響加工出的零件精度的情況下,盡可能地節省材料為選取毛坯的原則,最終確定毛坯尺寸為直徑783.5mm,厚度818.5mm。
2. 擬定加工工藝路線
4.1 確定定位基準
定位基準可分為粗加工基準和精加工基準。零件開始加工時,以毛坯面作為定位基準的稱為粗基準,以加工面作為定位基準的稱為精基準。定位基準對零件質量以及對零件的加工工藝順序有重要影響。
粗基準以底面φ771.5mm圓心為中心,以底面外圓為基準。當以底面外圓為基準時,φ370mm的圓心與底面的距離為556.5mm。
精基準以側端面φ480+0.2mm外圓為精基準,方便另一側面加工,一次成形,加工期間,毛坯不可移動。
4.2 零件表面加工方法
表面加工方法除了保證加工表面的精度和表面粗糙度等質量要求外,還須考慮性價比。由圖1可知工業機器人旋轉底座零件復雜程度一般,但需加工表面很多,有左右兩端面、通孔、外圓、12個M12的螺紋孔及2個M12的螺紋定位孔。各個需加工的表面尺寸、形狀及加工要求各不相同,查閱機械工藝手冊,選擇使用不同的加工方法。
4.3 零件機械加工工藝路線
機械加工工藝是指在加工過程中使用某種方式改變生產對象的幾何形狀等來達到生產對象向半成品或成品過渡的目的。合理的加工工藝路線可以在滿足加工要求的條件下,有效提高生產效率。為了加工旋轉底座,需要設計工業機器人旋轉底座加工工藝路線,對于成形的鑄造毛坯進行粗加工,首先對底面圓粗加工,去除毛坯余量,將底面用龍門式數控銑床銑光滑,得到φ771.5mm底面圓,接著以底面為基準,固定銑床,按照技術要求,保證底面與φ370mm的圓心的距離為556.5mm,用1710數控單柱臥式銑床進行旋轉底座右側端面粗加工,半精加工和精加工后得到φ480mm的外圓,再進行連接連桿座面的粗加工,將連接面銑光滑,轉換工作面,進行旋轉底座左側端面粗加工、半精加工和精加工后得到φ480+0.2的外圓,最后再按照圖樣要求,對底面2 個M12定位孔進行鉆孔攻螺紋, 鉆9 個φ12.5mm的孔,對側面φ370mm的圓均布12個M12鉆孔攻螺紋,對連接連桿座面鉆2個φ20mm的孔,完成工業機器人旋轉底座的加工。
3. 確定工序尺寸
在加工過程中,確定零件的加工工藝路線后,首先應確定機械加工余量,再確定工序尺寸,接著再進一步安排各個工序的具體內容[9]。旋轉底座需在銑床上進行多次加工。將之前所確定的機械加工總余量分布在每個工序當中,然后由后往前對工序尺寸進行計算。工業機器人旋轉底座加工參數見表1。
表1 工業機器人旋轉底座加工參數
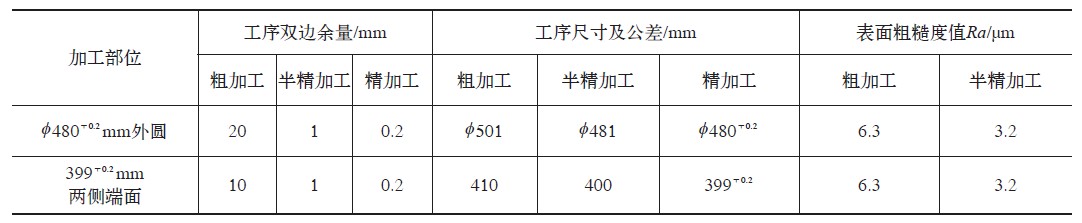
在零件圖樣中,工業機器人旋轉底座的軸向尺寸公差未標注,說明其軸向尺寸精度要求較小,部分工序尺寸和公差用不到工藝尺寸鏈的計算方法。在此零件中,毛坯的長度減去旋轉底座的軸向尺寸等于加工總余量,即818.5?806.5=12(mm)。
加工φ480+0.2mm外圓時,因其尺寸精度和表面粗糙度要求較高,選用φ63mm銑刀進行粗銑、半精銑和精銑工序。根據對圖1的分析和計算,φ480+0.2mm的外圓軸向加工余量為21.2mm,粗銑和半精銑分別去除20mm和1mm,再精銑去除0.2mm。
399+0.2mm兩側端面的尺寸精度和表面粗糙度要求同樣較高,要完成粗銑、半精銑、精銑3道工序以達到其要求,399+0.2mm兩側端面的軸向加工余量為11.2mm,首先粗銑去除10mm,再經過半精銑去除1mm,最后精銑去除0.2mm。
1. 選擇加工設備與刀具
旋轉底座為對稱零件并且尺寸較大,完成零件加工需要兩步,分別為銑削和鉆削。為保證零件的加工效率,需使用1臺龍門式數控銑床和1臺1710數控單柱臥式銑床完成旋轉底座的加工,旋轉座底面圓使用龍門式數控銑床和φ100mm銑刀銑光滑,再用1710數控單柱臥式銑床和φ63mm銑刀完成其他加工面的加工,完成零件加工面的加工后,根據孔直徑的大小,分別選擇φ10.5mm鉆頭和φ 12.5mm鉆頭對零件進行鉆孔,即完成整體工業機器人旋轉底座的加工制造。
2. 零件加工
按照上述工序及工藝方法加工出工業機器人旋轉底座零件,使用量具檢測,其公差尺寸在零件圖樣所標注的范圍內,達到尺寸要求和加工精度要求,為合格品零件。工業機器人旋轉底座零件實物如圖2所示。
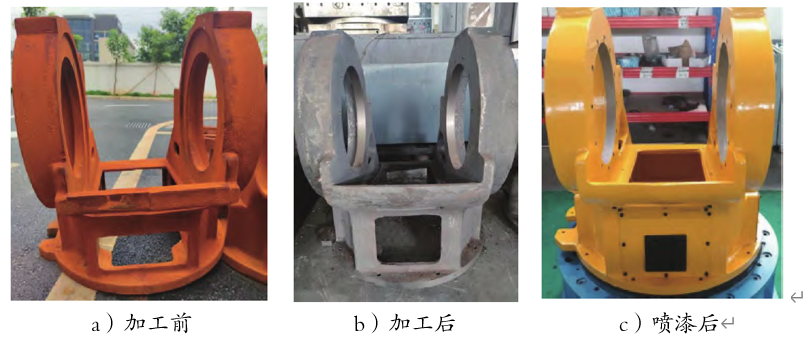
圖2 工業機器人旋轉底座實物
1. 零件加工難點及解決方法
工業機器人旋轉底座體積較大,加工過程中存在以下難點:一是尋找基準水平點較麻煩,其解決方法是按加工要求每次需用千分表進行水平找正,找正完成后進行后續加工;二是球墨鑄鐵鑄件表面相對粗糙,容易造成空刀銑削,其解決方法是在加工過程中,刀具需從鑄件凸起的最高位置慢慢加工到最低位置,或者提高鑄鐵模具的精度要求,使鑄件表面相對光滑;三是零件加工過程中需要多次裝夾,影響零件表面精度,其解決方法是在裝夾過程中使用專用夾具定位,再使用千分表測量基準水平點進行加工。
2. 結束語
針對工業機器人旋轉底座體積較大,零件加工較難的特點,本文對工業機器人旋轉底座加工設計工藝路線,旋轉底座加工工藝包括分析工業機器人旋轉底座零件圖樣,了解旋轉底座的結構、尺寸要求,選擇合適的毛坯材料,確定合理的毛坯尺寸和加工余量,從而達到工業機器人旋轉底座的加工要求,減少材料損耗,提高生產效率,選擇旋轉底座的定位基準和表面加工方法,從而確定旋轉底座機械加工工藝路線和工序尺寸,選擇合適的加工設備和切削刀具進行加工。經測量,旋轉底座的公差尺寸在標準范圍內,零件合格。本文設計的工業機器人旋轉底座機械加工工藝滿足市場對旋轉底座的結構和功能要求,能夠有效解決現有的加工技術問題,提高生產效率,促進工業機器人的發展。

新入駐企業
-
寧波佳鈺機械設備有限公司
入駐:2026-02-23
-
無錫飛翔機床附件有限公司
入駐:2026-02-22
-
納載智能科技(浙江)有限公司
入駐:2026-02-22
-
滄州市太和機床部件有限公司
入駐:2026-02-22
-
江蘇寧興恒力智能設備有限公司
入駐:2026-01-14

展會追蹤
-
2026河北國際機床展覽會
舉辦:2026-03-26 至 2026-03-29
-
2026中部(鄭州)裝備制造業博覽會
舉辦:2026-04-01 至 2026-04-03
-
成都國際工業博覽會邀請函
舉辦:2026-03-11 至 2026-03-13
-
2025(第十一屆)航空材料與制造工藝國際論壇
舉辦:2025-12-04 至 2025-12-05
-
2025(第四屆)新能源航空國際論壇
舉辦:2025-11-13 至 2025-11-14



















