
關注機床行業最新資訊,如需更多信息,請關注我們其他的社交平臺!
現代機床雜志 2024 第一期

訂閱電話:010-80335298
















數控車床雙工序加工夾具設計應用及找正方法
1.問題的提出
在機械制造領域,在某些非軸類產品中有許多孔要加工,根據這種孔的結構特點,在數控車床上加工比較方便,特別是當產品處于試制加工階段,當孔的尺寸需要調整時,使用車床刀具加工的通用性較好,可以節省刀具成本,并減少前期準備時間。
比如某種閥體類零件,該種零件外形結構整體為長方體,在閥體上有多種不同形狀和規格的孔,其中的主孔和偏心孔由于孔內有很多的溝槽和圓角,并且孔比較深,所以更適合使用數控車床加工。另外,如果在新產品試制時,主孔和偏心孔的尺寸會根據需要多次變化,那么在數控車床上進行加工,有更好的便利性。這種情況下就需要設計一種夾具,來適合主孔和偏心孔的加工。
筆者試圖制作一種用于數控車床進行孔加工時所使用的夾具和安裝調整方法。該結構制作的夾具,能夠完成平面上孔的加工。一套夾具經過簡單操作的更換,可以完成兩個方向不同孔的加工,也可以根據需要分別完成加工。減少車床數量的使用,方便調整切換,減少打表找正的次數和方法。并總結提煉了一種調整找正的方法。
2.設計原理和使用方法
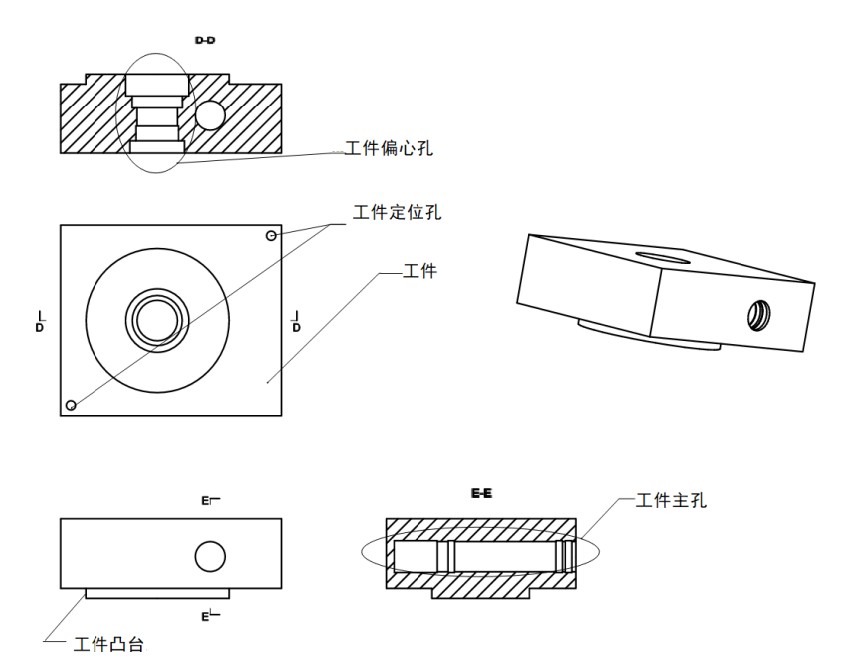
圖1 工作示意圖
圖1是某閥體結構(工件)的簡化示意圖,工件主孔和工件偏心孔是準備在數控車床上進行加工的,兩者都不在工件相應平面的中心位置。為了能夠完成工件主孔和工件偏心孔的加工,裝夾工件時需要保證所加工孔的軸線要與車主軸軸線重合。
具體結構參見圖2、圖3、圖4、圖5,上板與左立板、右立板之間裝有連接定位銷,并通過螺栓連接。左立板、右立板通過螺栓與底板連接,底板與連接盤通過螺栓連接。連接盤安裝在數控車床主軸上。夾具定位體安裝在底板上,夾具定位體安裝面平面與數控車床主軸軸線之間的設計距離,要保證工件安裝后工件主孔的軸線與數控車床主軸軸線重合。鎖緊體安放到夾具定位體的定位孔中,加強板用于拉緊左立板和右立板。
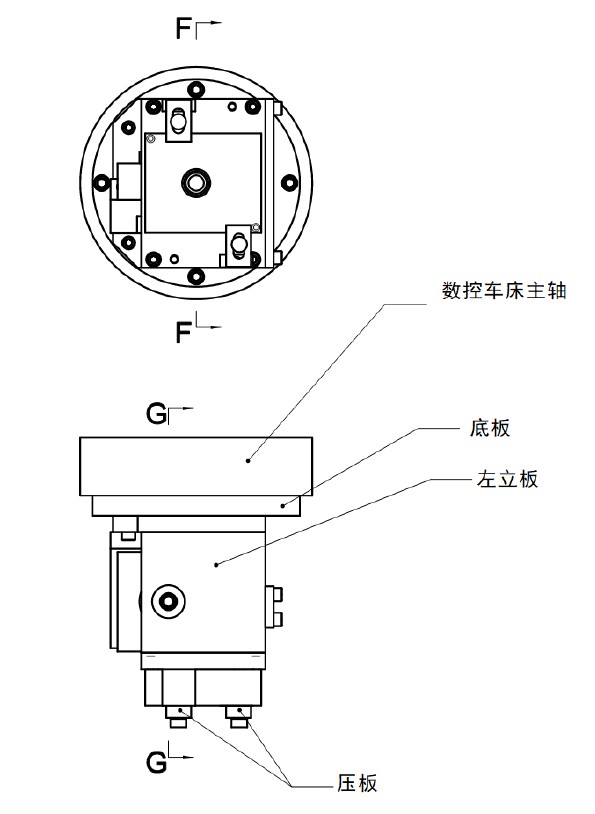
圖2 主視圖
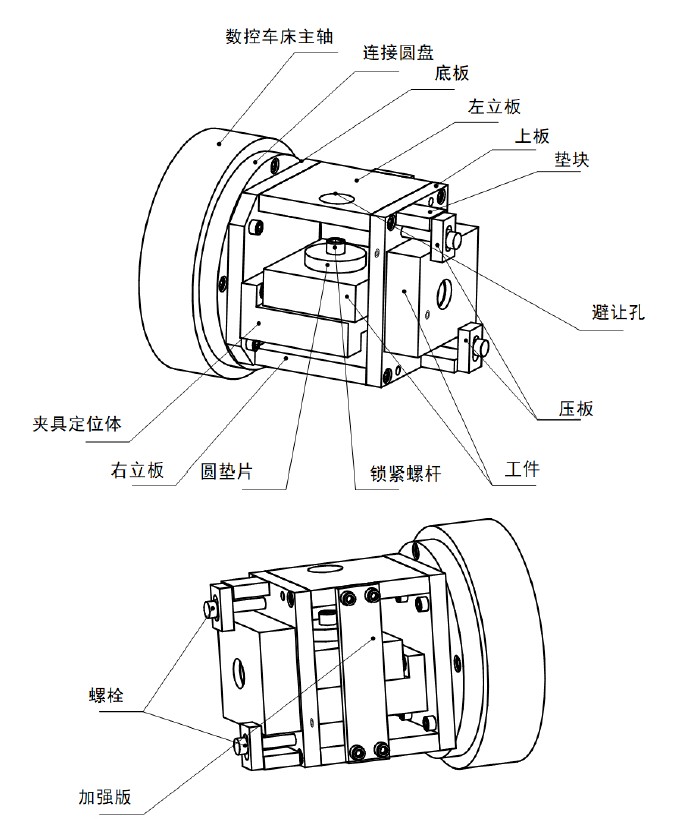
圖3 軸測圖
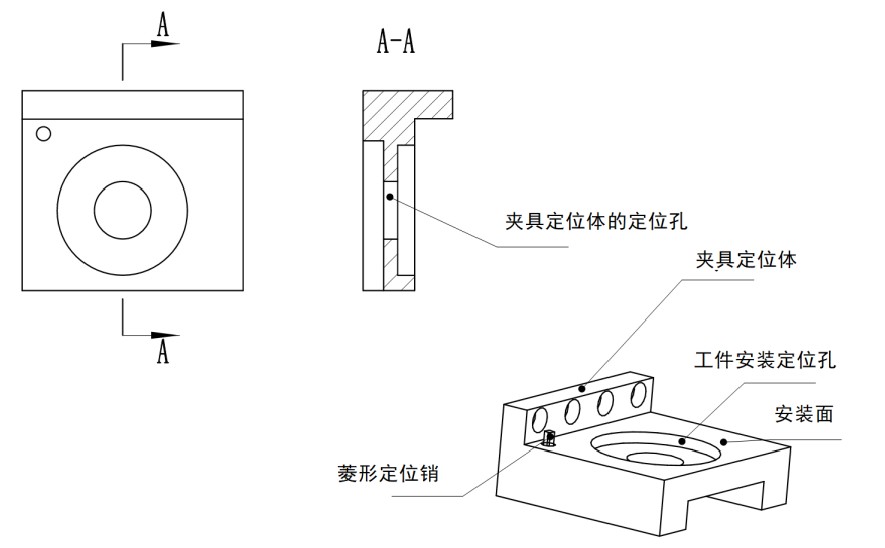
圖4 主體夾具定位體
工件安放到夾具定位體的安裝面上,工件凸臺與工件安裝定位孔接觸,并且工件定位孔安放在夾具定位體上的菱形定位銷上。實現一面兩銷定位。鎖緊螺桿經過壓板、與鎖緊體連接,利用六方扳手經過左立板上的避讓孔,鎖緊螺桿,完成加工工件主孔的定位夾緊。
當加工工件的偏心孔時,可將工件放置在上板上,工件定位孔放在上板上面的工件定位銷上,工件凸臺置于上板的避空圓孔里。墊塊安裝在上板的兩側,鎖緊螺栓,經壓板壓緊工件。定位銷在上板的位置要保證工件安裝后的工件偏心孔軸線與數控機床主軸軸線重合。
當夾具定位體和上板上都裝有工件,并鎖緊后,由于所要加工的工件主孔和工件偏心孔的中心都處于數控車床主軸軸線重合位置,這樣我們就可以對兩個孔實施加工了,一個夾具就能夠完成兩個不同位置孔的加工。
單工序加工時的操作方法:參見圖5,當我們要加工的產品較大、工件主孔和工件偏心孔的孔徑又相對較小時,一次裝夾兩個產品加工工件主孔時,由于上板和上板上的工件的厚度較高,會導致加工工件主孔時的刀具伸出來過長,導致刀具顫動,不利于產品加工。這時我們可以利用這套夾具分別對工件主孔和工件偏心孔進行加工。具體操作方法是:當加工完工件偏心孔后,可以把上板及上面的墊塊和壓板等件一起卸下來,這樣加工工件主孔時的刀具長度就會大大縮短,保證了加工刀具的剛性;而需要把上板及上面的墊塊和壓板等件裝回夾具時,由于在左立板、右立板和上板之間設計了定位銷進行定位連接,保證了它們之間的定位連接精度,再次加工工件偏心孔時,仍然能夠保證工件偏心孔的中心處于數控車床的軸線重合,保證了加工精度。
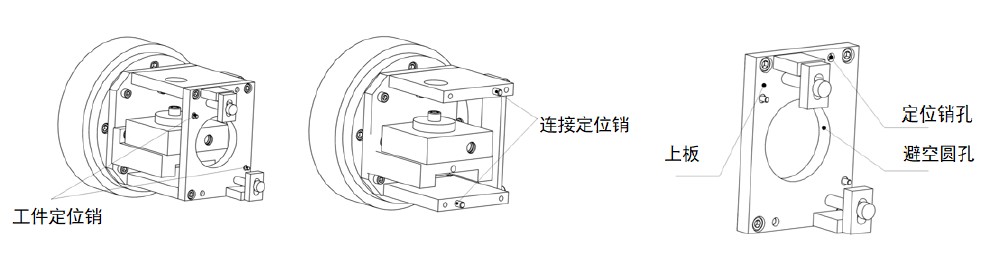
圖5 上板切換示意圖
夾具安裝找正的方法:整體夾具在首次安裝到數控車床上時,必須保證夾具的安裝精度,這樣才能保證加工產品時的尺寸精度。在設計夾具時,為了保證加工工件主孔和工件偏心孔時中心線和數控車床軸線保持一致,雖然個部件之間都設計了相對的位置精度,但實際制造、組裝夾具時難免存在誤差,所以夾具在安裝到數控車床時有必要對夾具進行打表找正。
首先,把連接圓盤安裝到數控車床主軸上,兩者之間的連接螺栓保持松開狀態,使用磁力表座和杠桿百分表來找正連接圓盤的徑向外圓,找正后鎖緊兩者之間的連接螺栓;然后,把上板、底板、左立板和右立板等組裝后的夾具,安裝到連接圓盤上,保證底板和連接圓盤上兩者之間的連接螺栓保持松開狀態,使用磁力表座和杠桿百分表來找正上板上的避空圓孔圓表面,由于在設計避空圓孔圓時,與工件定位銷之間的位置有嚴格的尺寸精度要求,所以找正避空圓孔圓表面就間接地找正了工件定位銷的精度,也就是保證了在加工工件偏心孔時中心線和數控車床軸線保持一致,找正后鎖緊底板和連接圓盤上兩者之間的連接螺栓;最后,把夾具定位體,安裝到底板上,保證夾具定位體和底板兩者之間的連接螺栓保持松開狀態,把標準體(或者使用已加工完的工件)見圖6,安裝到夾具定位體表面上,鎖緊標準體,使用磁力表座和杠桿百分表來找正標準體上的標準孔,這樣就找正了加工工件主孔時的中心,保證了工件主孔和數控車床軸線保持一致,找正后鎖緊夾具定位體和底板之間的連接螺栓,這樣整個夾具的安裝找正就完成了。當整套夾具從數控車床上卸下來,需要再次安裝時,不需要像上述方式分別找正,只要找正連接圓盤或者上板上的避空圓孔圓,就可以找正整體夾具,保證了加工工件主孔和工件偏心孔時中心線和數控車床軸線保持一致。
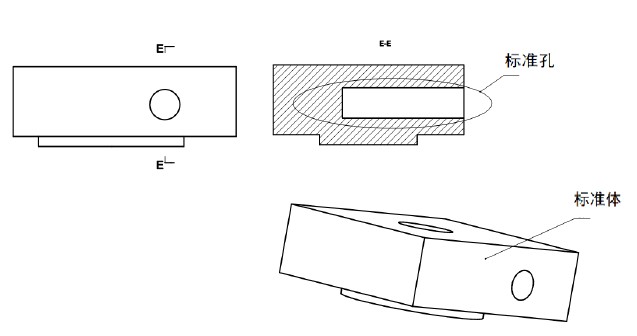
圖6 標準體示意圖
3.總結
通過設計的一套夾具能夠實現在數控車床上完成兩道工序的孔加工操作,結構緊湊實用,還能夠根據實用加工情況進行分序加工,并實現快速更換定位件,保證加工精度的需要,同時介紹了一種夾具找正方法,實現了一次找正,多次快速更換的目的。

新入駐企業
-
寧波佳鈺機械設備有限公司
入駐:2026-02-23
-
無錫飛翔機床附件有限公司
入駐:2026-02-22
-
納載智能科技(浙江)有限公司
入駐:2026-02-22
-
滄州市太和機床部件有限公司
入駐:2026-02-22
-
江蘇寧興恒力智能設備有限公司
入駐:2026-01-14

展會追蹤
-
2026河北國際機床展覽會
舉辦:2026-03-26 至 2026-03-29
-
2026中部(鄭州)裝備制造業博覽會
舉辦:2026-04-01 至 2026-04-03
-
成都國際工業博覽會邀請函
舉辦:2026-03-11 至 2026-03-13
-
2025(第十一屆)航空材料與制造工藝國際論壇
舉辦:2025-12-04 至 2025-12-05
-
2025(第四屆)新能源航空國際論壇
舉辦:2025-11-13 至 2025-11-14



















