
關注機床行業最新資訊,如需更多信息,請關注我們其他的社交平臺!
現代機床雜志 2024 第一期

訂閱電話:010-80335298
















立式車銑復合加工中心的編程方法
1. 序言
隨著國內高端制造業的興起,為了滿足客戶個性化需求,重型和大型復雜零件的制造精度越來越高,對機床也提出了更高的要求,立式車銑復合加工中心應運而生。本文以西門子828D系統為例,介紹立式車銑復合加工中心上CYCLE800、端面轉換和柱面轉換等功能的編程方法及應用實例。
2. 西門子數控系統的優勢
西門子828D提供了很實用的人機對話式編程,加工零件程序無需記憶大量G代碼,還有各種轉換功能,用相應的轉換指令可以很方便高效地編程。例如CYCLE800就是很實用的回轉平面功能,使用右手笛卡爾坐標系,很容易實現坐標系的平面回轉,坐標系回轉后,再使用西門子模塊功能進行平面銑削、型腔銑削、多邊凸臺銑削、槽銑削、螺紋銑削和雕刻銑削,這樣就可以大大降低編程難度,減少程序的長度。立式車銑復合的常用指令如下。
SETMS(n);n表示切換為主主軸的主軸軸號
SETMS;主主軸復位
TRACYL(d);柱面轉換開始,其中d為圓柱工件直徑
TRAFOOF;轉換結束
CYCLE800();平面回轉
以CYCLE800為例,CYCLE800可實現銑刀定位和回轉平面。銑刀定位是擺動刀具軸線的方向,不改變工件坐標系方向。刀具回轉如圖1所示。回轉平面(見圖2)是擺動加工平面以及刀具軸線方向,可以對系統的框架實現靜態平面的轉換,可在5軸機床上定義空間中的旋轉工作平面。在該工作平面上能進行2D或3D的操作和加工。參與轉換的2個旋轉軸只進行定位,線性軸在加工時移動的方式被稱為3+2軸定位加工,能夠把工件坐標系通過平移→旋轉→再平移的方法轉移到當前所需加工的空間傾斜面上,實現空間坐標系的轉換,從而將實際的旋轉軸法線定位到編程平面上。
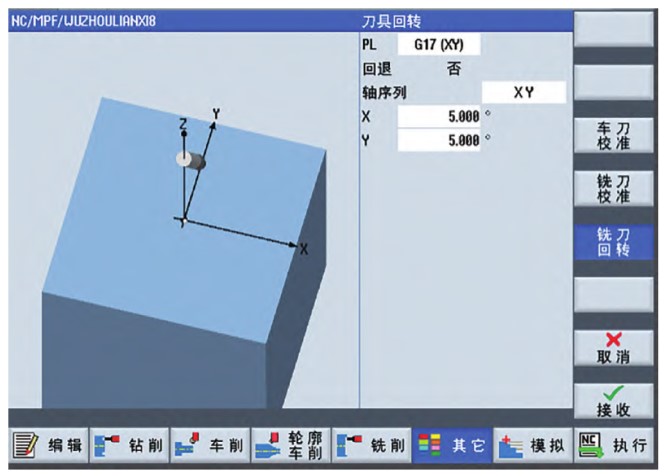
圖1 刀具回轉
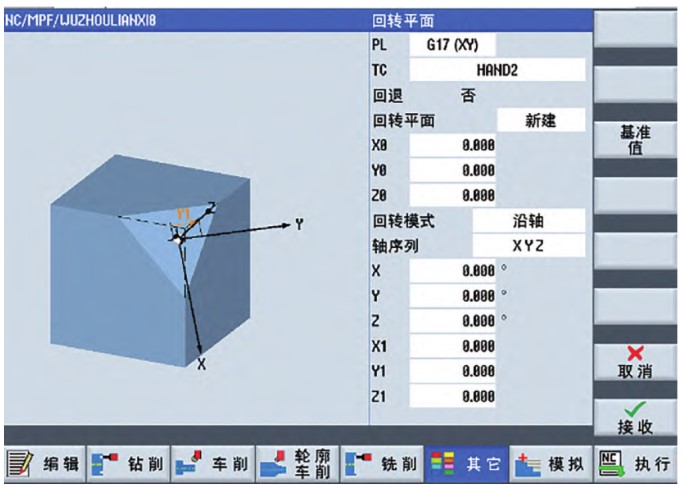
圖2 回轉平面
CYCLE800的銑刀定位有相應的模塊,只需填寫需要旋轉的角度即可完成編程。判斷和設定CYCLE800的方法是用右手笛卡爾法則確定X、Y、Z三個軸的正方向:伸出右手大拇指、食指和中指并成垂直狀,拇指對應X軸正向,食指對應Y軸正向,則中指對應Z軸正向;然后右手伸出大拇指,其余四指握拳,大拇指指向軸的正方向,其余四指彎曲的方向就是旋轉平面的正方向,反之為負方向。
3. 立式車銑復合編程方法
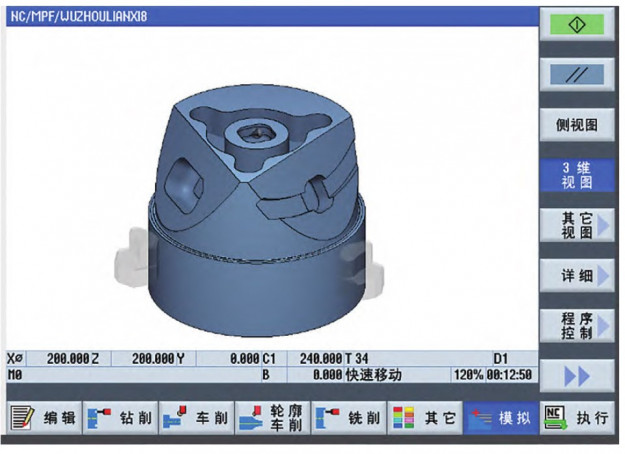
以圖3零件為例,介紹立式車銑復合編程方法。此零件通過車銑復合機床CYCLE800銑刀定位和回轉平面功能,結合西門子特有的模塊化編程進行銑平面、輪廓銑削和型腔加工,最后運用TRACYL柱面轉換加工,在零件外圓處雕刻字母。
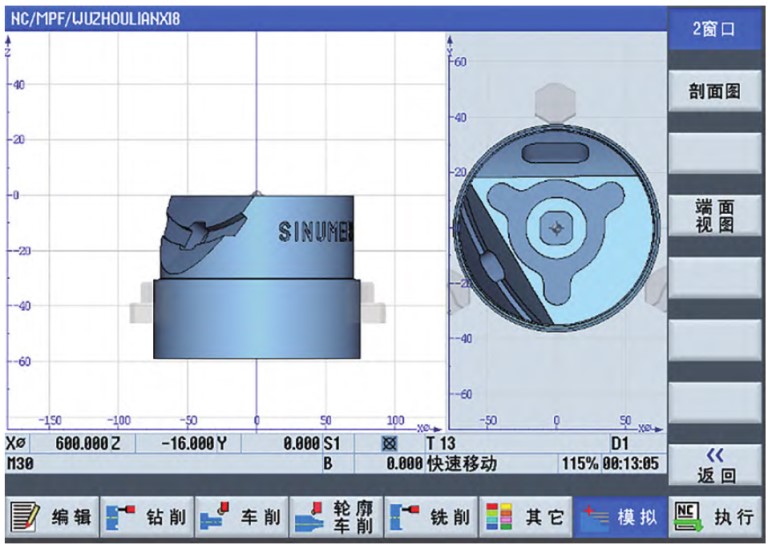
圖3 零件模型
第一步加工斜面,如圖4所示,使用CYCLE800回轉平面功能加工一定角度的斜面。首先選擇需要的刀具,34號刀為φ 4mm立銑刀,然后啟動第二軸銑削軸,軸參數為正轉,轉速為1000r/min,CYCLE800將工件中心坐標向正方向移動20.556mm,Y軸旋轉60°,再將旋轉后的坐標系向Y軸移動-30mm。然后使用模塊銑削平面,系統自動轉換為銑削60°斜面。具體程序如下。
T34D1M6
SETMS(2)
M2=3 S2=1000
CYCLE800(0,“HAND2”,100000,57,20.556,0,0,0,60,0,0,-30,0,-1,100,1)
CYCLE61(100,12,10,0,0,0,32,55,2,70,1,90,31,0,1,1010)
CYCLE61(100,1,10,0,0,0,32,55,0.5,20,0,90,31,0,1,1010)
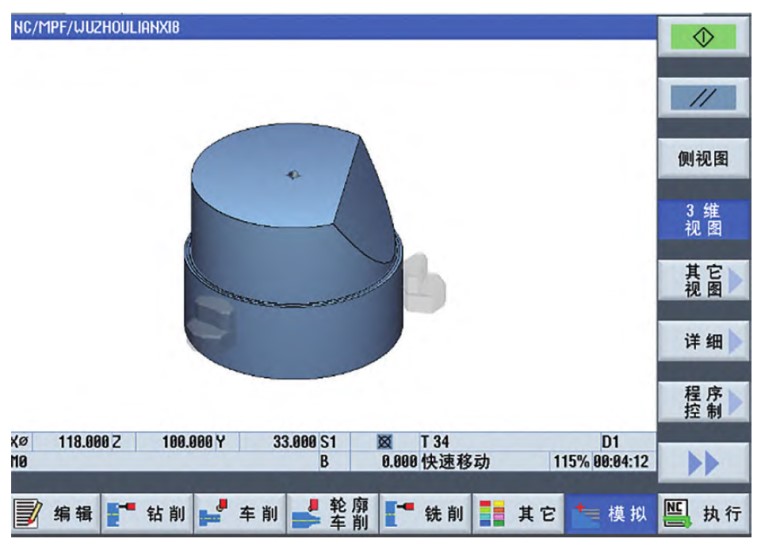
圖4 斜面加工
第二步在加工的斜面上挖一個貫穿槽,槽中間再挖一個方形槽。如圖5所示,使用CYCLE800銑刀定位和回轉平面,在斜面上挖槽。在斜面的基礎上,Z軸坐標系ROT旋轉90°。使用輪廓銑削,粗加工和精加工貫穿槽,退刀后Z軸坐標系還原到0°,在貫穿槽中間加工方形槽。具體程序如下。
T34D1M6
SETMS(2)
M2=3 S2=1000
CYCLE800(0,“HAND2”,101,54,,,,15,0,,,,,,100,1)
CYCLE800(0,“HAND2”,100000,57,20.556,0,0,0,60,0,16,0,0,-1,100,1)
ROT Z=90
CYCLE62(“CE1”,1,,)
CYCLE63(“QWE”,11,10,0,1,-4,100,0.1,40,1,0.1,0.1,0,0,0,1,1,15,1,2,“”,1,,0,101,111)
CYCLE63(“WE”,13,10,0,1,-4,100,0.1,40,1,0.1,0.01,0,0,0,1,1,15,1,2,“”,1,,0,101,111)
G0X150
ROT Z=0
POCKET3(100,0,10,-10,12,12,4,0,0,0,1,0.1,0.1,80,0.1,0,21,70,8,3,15,2,2,0,1,2,11100,11,111)
POCKET3(100,0,10,-10,12,12,4,0,0,0,1,0.1,0.1,80,0.1,0,22,70,8,3,15,2,2,0,1,2,11100,11,111)
輪廓銑削程序如下。
E_LAB_A_CE1: ;#SM Z:18
G19 G90 DIAMOF;*GP*
G0 Y-28.32 Z11 ;*GP*
G3 Y28.32 J=AC(0) K=AC(56.978) ;*GP*
G1 Z3 ;*GP*
G2 Y-28.32 J=AC(0) K=AC(58.154) ;*GP*
G1 Z11 ;*GP*
E_LAB_E_CE1:
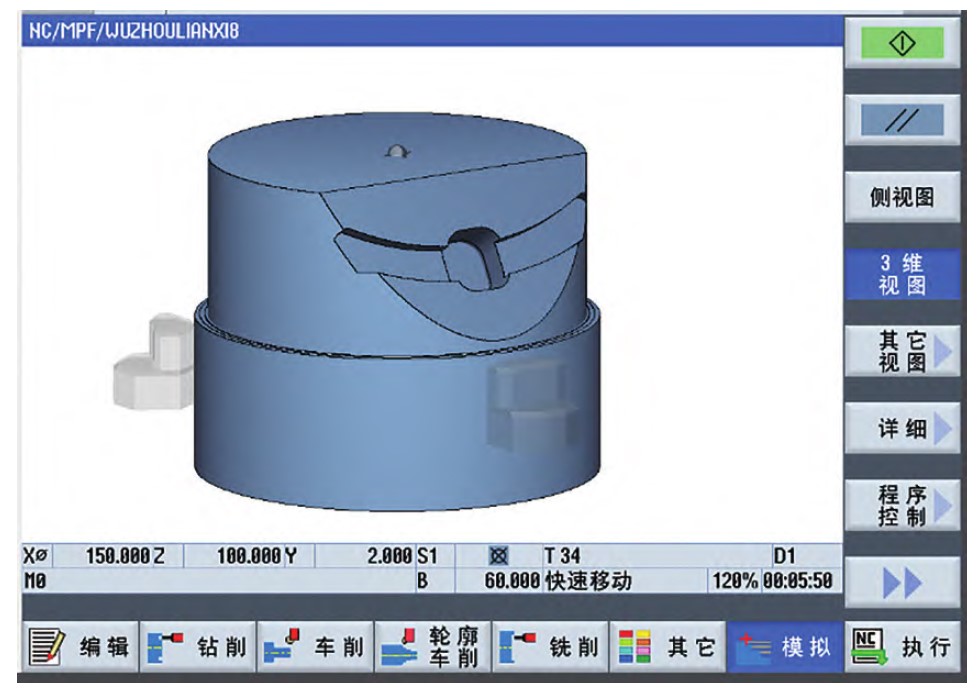
圖5 斜面挖槽
第三步在加工的斜面上挖一個矩形腔。如圖6所示,使用SPOS主軸定位,換一個角度用CYCLE800銑刀定位和回轉平面,在斜面上挖矩形腔。首先使用主軸定位功能,讓主軸旋轉240°,重復第一步加工斜面,再換球刀加工矩形腔,具體程序如下。
CYCLE800()
SETMS
M1=3 S1=50
SPOS=240
SETMS(2)
T34D1M6
M2=3 S2=1500
CYCLE800(0,“HAND2”,100000,57,20.556,0,0,0,60,0,16,0,0,-1,100,1)
CYCLE61(100,12,10,0,-20,-30,17,50.5,2,70,1,90,31,0,1,1010)
CYCLE61(100,1,10,0,-20,-30,17,50.5,2,20,0,90,31,0,1,1010)
G0Z150
T29D1M6
M2=3 S2=1500
CYCLE800(0,“HAND2”,101,54,,,,60,0,,,,,,100,1)
POCKET3(100,0,10,-6,24,14,5,0,0,90,1,0.1,0.1,80,0.1,0,22,70,8,3,15,1,1,0,1,2,11100,11,111)
POCKET3(100,-5.5,10,-6,24,14,5,0,0,90,0.5,0.1,0.1,80,0.1,0,22,70,8,3,15,1,1,0,1,2,11100,11,111)
G0X200
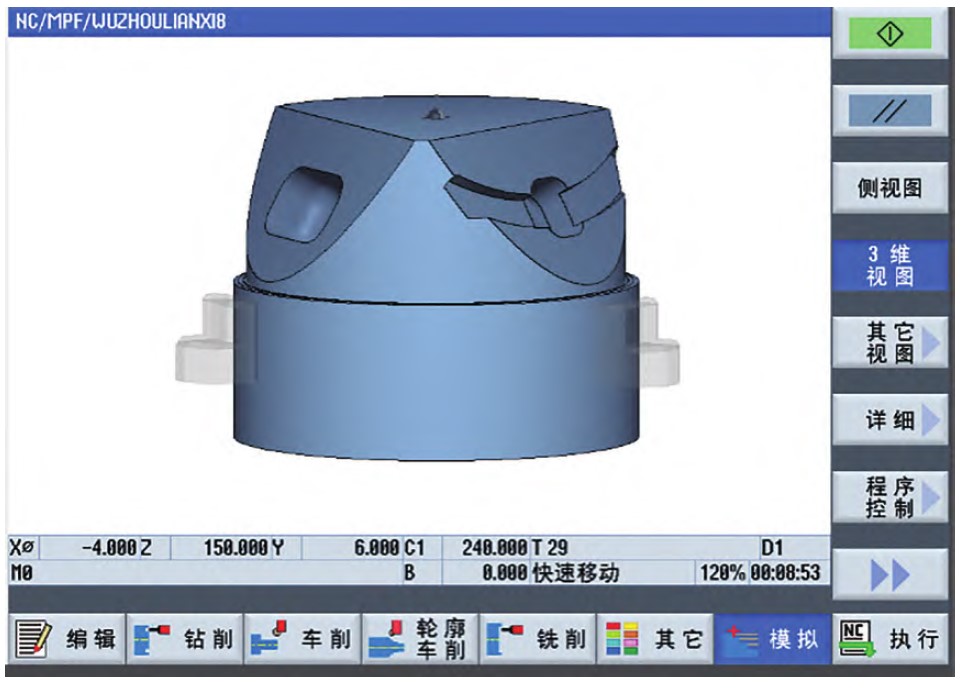
圖6 斜面挖矩形腔
第四步,使用西門子多個島嶼輪廓的銑削功能,銑削零件頂部(見圖7)。在開始銑削頂部之前,首先取消坐標系旋轉,取消刀具定位角度,使銑刀垂直于工件進行加工。使用多個島嶼輪廓的銑削功能,首先新建大輪廓,再創建中心的輪廓,調用輪廓的時候一定先調用大輪廓,后調用中心的圓輪廓,然后使用輪廓銑削功能里的型腔銑削,完成零件頂部的加工,最后在零件頂部加工一個矩形腔,具體程序如下。
CYCLE800()
CYCLE800(0,“HAND2”,101,54,,,,0,0,,,,,,100,1))
T34D1M6
M2=3 S2=1500
G0Z200
CYCLE62(“DINGMIANHUABAN”,1,,)
CYCLE62(“ZHONGXINYUAN”,1,,)
CYCLE63(“QWE”,1011,100,0,10,-10,100,0.1,55,1,0.5,0.5,0,0,0,1,1,15,1,2,“”,1,,0,101,111)
CYCLE63(“QWE”,1013,100,0,10,-10,100,0.1,30,1,0.1,0.1,0,0,0,1,1,15,1,2,“”,1,,0,101,111)
POCKET3(100,0,10,-5,12,12,4,0,0,0,1,0.1,0.1,80,0.1,0,21,40,8,3,15,1,1,0,1,2,11100,11,111)
POCKET3(100,0,10,-5,12,12,4,0,0,0,1,0.1,0.1,80,0.1,0,22,40,8,3,15,1,1,0,1,2,11100,11,111)
POCKET3(100,0,10,-5,12,12,4,0,0,0,1,0.1,0.1,80,0.1,0,24,40,8,3,15,1,1,0,1,2,11100,11,111)
G0Z200
X200
輪廓DINGMIANHUABAN:
E_LAB_A_DINGMIANHUABAN: ;#SM Z:4
G17 G90 DIAMOF;*GP*
G0 X1.103 Y17.465 ;*GP*
G3 X5.747 Y19.955 I=AC(1.417) J=AC(22.455) ;*GP*
G1 X7.1 Y22.298 ;*GP*
G2 X15.76 Y17.298 I=AC(11.447) J=AC(19.827) ;*GP*
G1 X14.407 Y14.955 ;*GP*
G3 X14.574 Y9.687 I=AC(18.737) J=AC(12.456) ;*GP*
G2 Y-9.687 I=AC(-0) J=AC(0) ;*GP*
G3 X14.407 Y-14.955 I=AC(18.737) J=AC(-12.456) ;*GP*
G1 X15.76 Y-17.298 ;*GP*
G2 X7.1 Y-22.298 I=AC(11.413) J=AC(-19.769) ;*GP*
G1 X5.747 Y-19.955 ;*GP*
G3 X1.103 Y-17.465 I=AC(1.417) J=AC(-22.455) ;*GP*
G2 X-15.676 Y-7.777 I=AC(.001) J=AC(0) ;*GP*
G3 X-20.155 Y-5 I=AC(-20.155) J=AC(-10) ;*GP*
G1 X-22.861 ;*GP*
G2 Y5 I=AC(-22.861) J=AC(0) ;*GP*
G1 X-20.155 ;*GP*
G3 X-15.676 Y7.777 I=AC(-20.155) J=AC(10) ;*GP*
G2 X1.103 Y17.465 I=AC(.001) J=AC(-0) ;*GP*
E_LAB_E_DINGMIANHUABAN:
輪廓ZHONGXINYUAN:
E_LAB_A_ZHONGXINYUAN: ;#SM Z:8
G17 G90 DIAMOF;*GP*
G0 X11 Y0 ;*GP*
G3 I=AC(0) J=AC(0) ;*GP*
E_LAB_E_ZHONGXINYUAN:
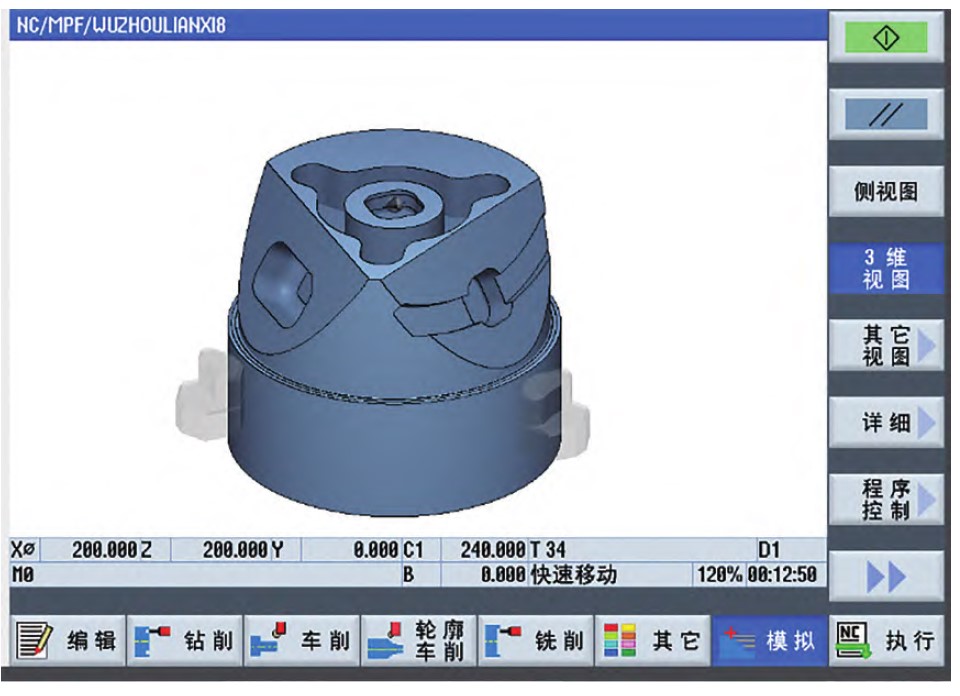
圖7 頂部銑削
第五步,使用西門子雕刻銑削功能,柱面雕刻銑削零件(見圖8)。選擇13號刀具,調整刀具位置,使銑刀垂直于工件柱面;啟動第二主軸,設置轉數和進給;使用西門子柱面轉換功能TRACYL,調用雕刻銑削模塊, 在模塊中設置需要雕刻的文字和字高;加工完成后取消柱面轉換。具體程序如下。
T13D1M6
CYCLE800(0,“HAND2”,101,54,,,,90,0,,,,,,100,1)
SETMS(2)
M2=3 S2=1000 F80
TRACYL(70)
CYCLE60(“SINUMERIK”,70,35,1,,1,52,-10,0,0,0,6,3,1,20,20020000,1252,0,100,13,1)
TRAFOOF
G0X200
4. 結束語
對于較大型的既需要立式車削又需要銑削的零件,在車銑復合加工中心上使用西門子數控系統CYCLE800、端面轉換和柱面轉換功能,結合模塊化編程,可在極大程度上減少編程人員的工作量,且有利于提高生產效率、減少裝夾次數,最終提高零件的整體加

新入駐企業
-
寧波佳鈺機械設備有限公司
入駐:2026-02-23
-
無錫飛翔機床附件有限公司
入駐:2026-02-22
-
納載智能科技(浙江)有限公司
入駐:2026-02-22
-
滄州市太和機床部件有限公司
入駐:2026-02-22
-
江蘇寧興恒力智能設備有限公司
入駐:2026-01-14

展會追蹤
-
2026河北國際機床展覽會
舉辦:2026-03-26 至 2026-03-29
-
2026中部(鄭州)裝備制造業博覽會
舉辦:2026-04-01 至 2026-04-03
-
成都國際工業博覽會邀請函
舉辦:2026-03-11 至 2026-03-13
-
2025(第十一屆)航空材料與制造工藝國際論壇
舉辦:2025-12-04 至 2025-12-05
-
2025(第四屆)新能源航空國際論壇
舉辦:2025-11-13 至 2025-11-14



















