
關注機床行業最新資訊,如需更多信息,請關注我們其他的社交平臺!
現代機床雜志 2024 第一期

訂閱電話:010-80335298
















大規格銑刀體輪轂型排列減重孔設計

1. 序言
在大型機械零件加工中,為了提高生產效率,常采用大直徑刀具,一次性完成工件表面的加工。某用戶在加工一大型零件時, 要求采用D920mm×60mm大規格槽銑刀,一次性完成工件相關槽面的加工,如圖1、圖2所示。用戶根據其專用機床功率、刀具裝夾情況等,要求所設計加工的D920mm×60mm槽銑刀,成品總質量不超過180kg。若按一般減輕刀體質量的設計方法,很難達到用戶要求。筆者優化相關設計參數,采用輪轂型減重孔排列,進行減重設計,減重效果好,滿足了用戶要求。
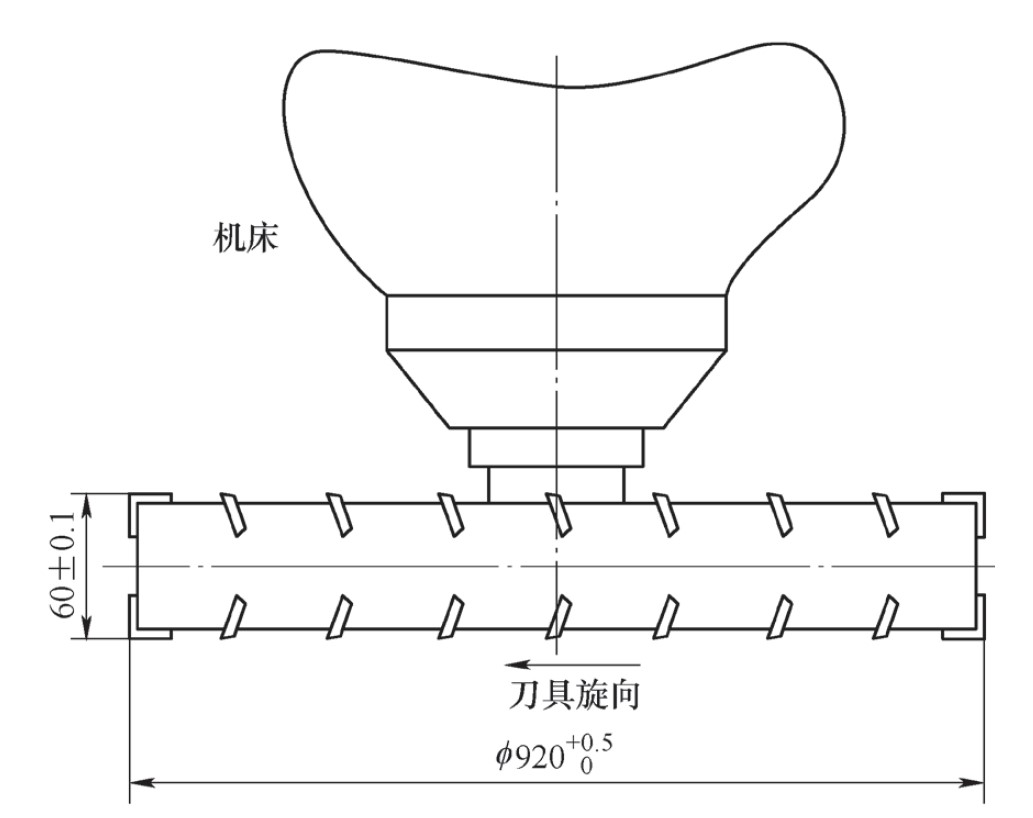
圖1 刀具在機床上的安裝
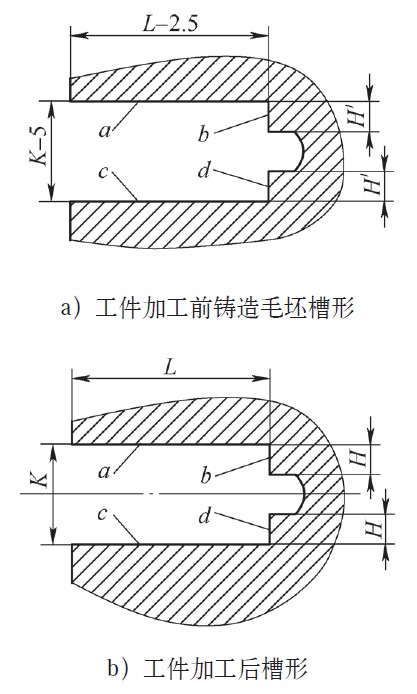
圖2 工件加工槽形
2. 刀具結構設計
用戶工件毛坯為鑄造件,材料HT250。工件毛坯槽形面單邊銑削余量2.5mm,工件槽形尺寸K=(60±0.15)mm, L=360mm,H=12mm。雖然工件毛坯槽形面銑削余量不大,但由于要保證槽形寬度等相關尺寸,要求槽銑刀的直徑及寬度等外形尺寸較大,導致刀具質量較大。經過測算,按正常步驟,完成刀體槽形及安裝孔等加工后,在刀體槽上裝配相關零件,最終該大規格槽銑刀成品質量約為288kg,超過用戶對該槽銑刀質量的要求,因此必須進行刀體減重設計。
綜合考慮用戶要求,該大型槽銑刀的刀片端面伸出量可調節,刀具排屑流暢,切削輕快,本次所設計的D920mm×60mm大型槽銑刀的槽形結構及安裝孔結構尺寸如圖3、圖4所示。根據圖2工件槽形可知,主要加工上下兩側面,因此,左、右槽形分別設計帶+5°刃傾角,使切削鋒利。選用平行四邊形刀片,有效邊長設計為15.5mm×16mm,且帶2°側隙角,主要切削工件槽形底部H=12mm的底面。刀片后邊的調整塊用于調節刀片端面伸出量。考慮到提高切削效率等因素,刀具總齒數設計為Z=60,其中,左、右齒槽數各30,均勻分布。
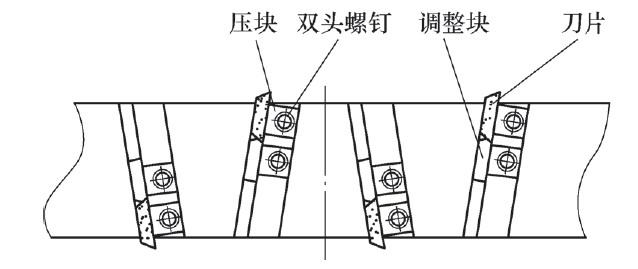
圖3 刀具槽形
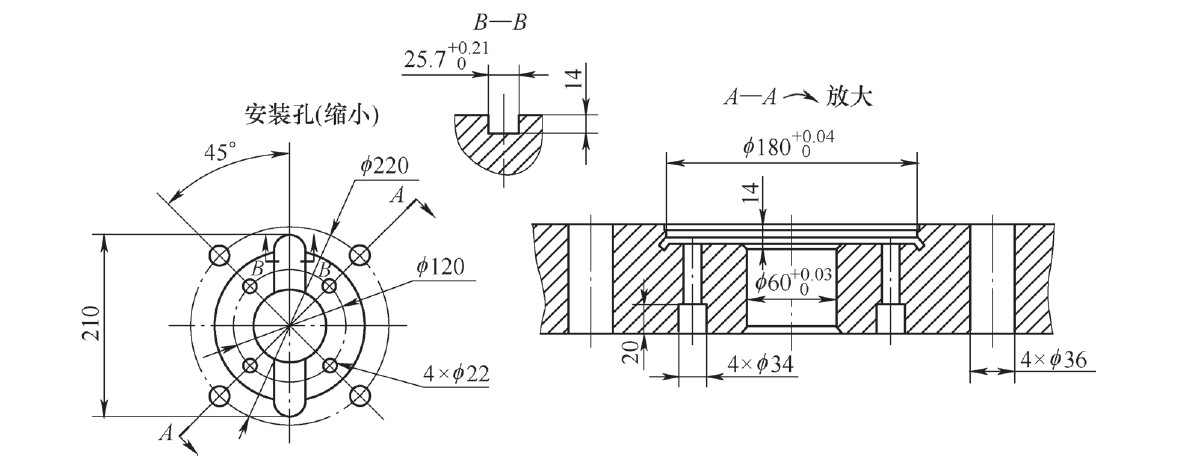
圖4 安裝孔結構
成品刀具上所裝刀片、壓塊等零件為公司內部標準件,其質量已知。按刀具總齒數Z=60計算, 成品刀盤上所裝各零件質量如下。刀片總質量為60×0.011=0.66(k g),雙頭螺釘總質量為60×2×0.008=0.96(kg),壓塊總質量為60×2×0.009=1.08(kg),調整塊總質量為60×0.007=0.42(kg),成品刀盤上所裝零件總質量合計0.66+0.96+1.08+0.42=3.12(kg),按刀盤成品質量不超過180kg,則刀體質量不超過180-3.12=176.88(kg)。
3. 調整設計刀體減重孔結構及參數
根據所設計刀體槽形及安裝孔等參數,利用Solidworks繪制出刀體立體圖,再利用Solidworks軟件的質量查詢功能,可方便得到刀體質量。
1)刀體材料為合金結構鋼40Cr,其密度取0.785×10-5kg/mm3,不帶減重設計時,經過質量查詢刀體質量為284.3kg,如圖5所示。
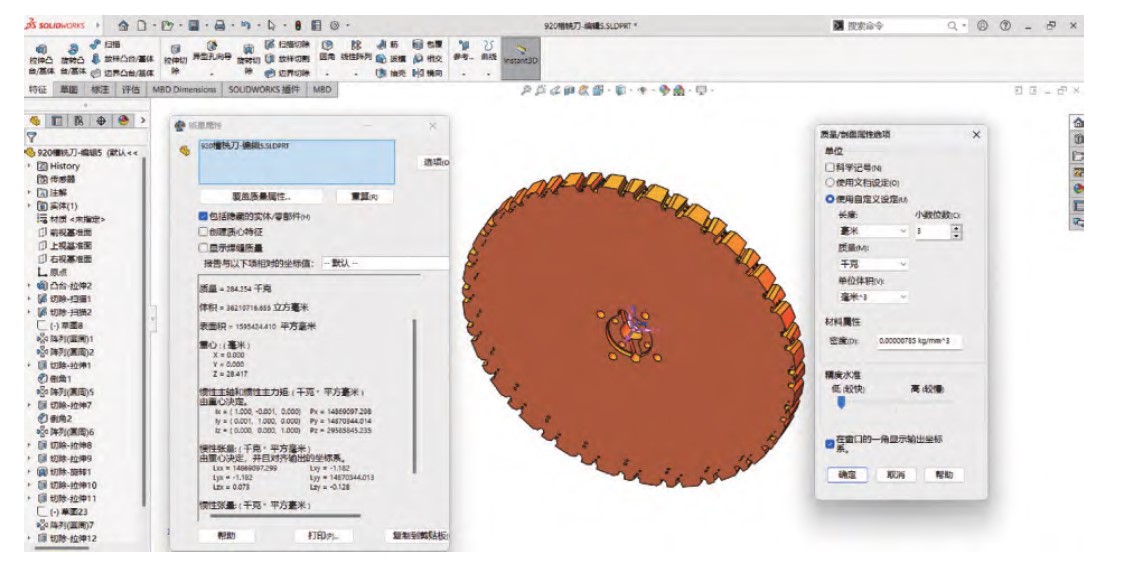
圖5 不帶減重設計時刀體質量
2)若采用普通的減重設計方法,即在刀體上鉆減重孔,同時應保證刀體強度(對于φ 800~φ1000mm的大刀盤,一般相鄰孔壁距離應>90mm)。
本次選取減重孔直徑50mm,考慮保證刀體強度的同時, 按圓周均布兩排孔進行減重設計。利用Solidworks軟件,經過質量查詢刀體質量為262.3kg,如圖6所示。
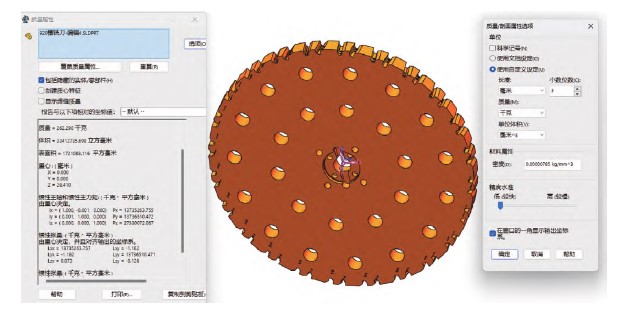
圖6 帶減重孔進行減重設計時刀體的質量
3)綜合考慮工件毛坯槽形切削余量、用戶機床功率及用戶對刀體質量的要求等因素,采用輪轂型排列減重孔的設計方法,即在刀體上沿圓周方向均布排列設計輪轂型減重孔,同時應保證刀體強度(對于φ800~φ1000mm的大刀盤,一般相鄰減重孔壁厚H>100mm)。考慮保證刀體強度的同時,沿圓周均布排列進行輪轂型減重孔設計。減重孔槽形設計相關尺寸如圖7所示。按輪轂型排列減重孔加工好的刀體半成品如圖8所示。利用Solidworks軟件,經過質量查詢刀體質量為175.89kg,如圖9所示。
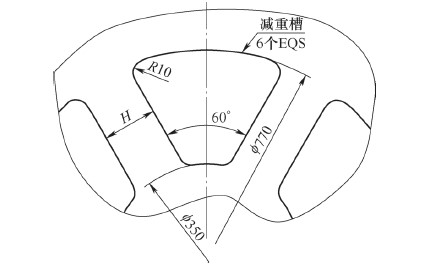
圖7 輪轂型排列時減重孔結構尺寸

圖8 按輪轂型排列減重孔設計加工的刀體半成品
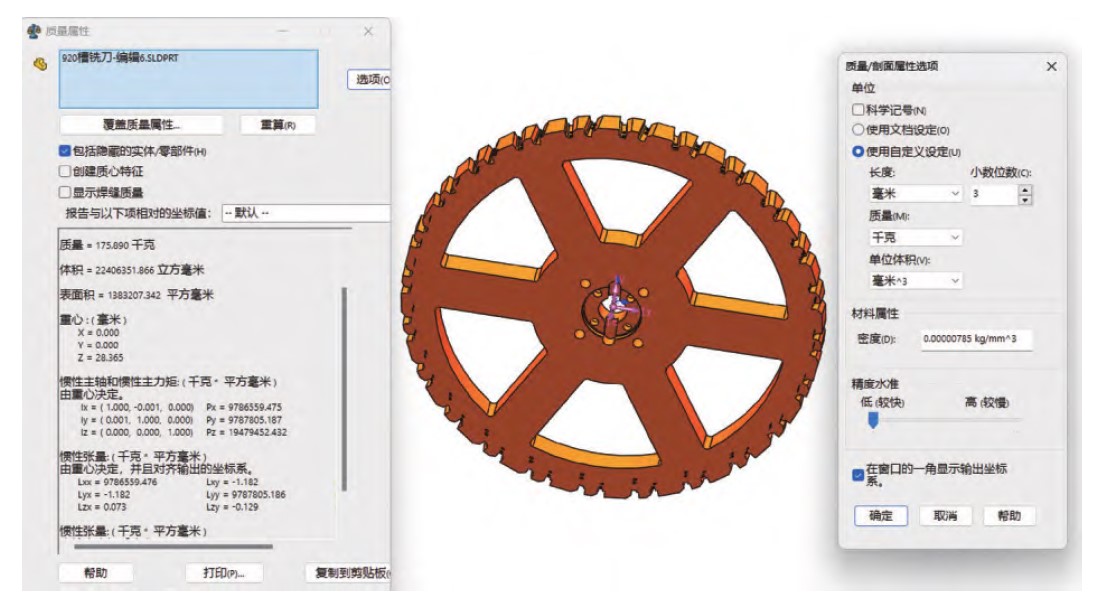
圖9 按輪轂型排列減重孔設計的刀體質量分析
刀盤上所裝零件質量合計3.12kg,按輪轂型排列減重孔設計后的刀體質量為175.89kg,最終成品刀盤總質量為175.89+3.12=179.01(kg),滿足了用戶對刀盤總質量不超過180kg的要求。
4. 刀盤的實際應用
用戶機床為大型龍門銑床,工件沿長度方向安裝在龍門銑床工作臺上,如圖10所示。將所設計的帶輪轂型減重孔的銑刀盤,通過專用銑刀桿安裝在龍門銑床主軸上,用戶材料為HT250,毛坯為鑄造件。使用硬質合金刀片,按YG8選用,采用干式銑削。主軸轉速為60r/min,龍門銑床工作臺進給速度為200mm/min,所加工工件的槽深為360mm。實際切削效果滿足用戶要求,刀盤質量減輕后既方便了安裝使用,也提高了生產效率。
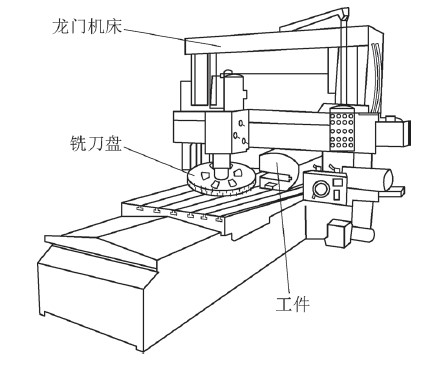
圖10 帶輪轂型排列減重孔的銑刀盤銑削加工
5. 結束語
對于大規格的銑刀盤,采用輪轂型減重孔排列進行減重結構設計,可有效減輕刀體質量,特別是當用戶機床電動機功率有限時,很方便用戶機床安裝使用。利用Solidworks等立體繪圖軟件的參數驅動設計功能及質量等屬性查詢功能,可方便進行幾種方案參數的比較優化設計,從而滿足用戶對刀盤總體質量的要求。本文大規格銑刀體輪轂型排列減重孔設計方法,可為同類其他大規格刀具減輕質量設計時提供借鑒。

新入駐企業
-
寧波佳鈺機械設備有限公司
入駐:2026-02-23
-
無錫飛翔機床附件有限公司
入駐:2026-02-22
-
納載智能科技(浙江)有限公司
入駐:2026-02-22
-
滄州市太和機床部件有限公司
入駐:2026-02-22
-
江蘇寧興恒力智能設備有限公司
入駐:2026-01-14

展會追蹤
-
2026河北國際機床展覽會
舉辦:2026-03-26 至 2026-03-29
-
2026中部(鄭州)裝備制造業博覽會
舉辦:2026-04-01 至 2026-04-03
-
成都國際工業博覽會邀請函
舉辦:2026-03-11 至 2026-03-13
-
2025(第十一屆)航空材料與制造工藝國際論壇
舉辦:2025-12-04 至 2025-12-05
-
2025(第四屆)新能源航空國際論壇
舉辦:2025-11-13 至 2025-11-14



















