
關注機床行業最新資訊,如需更多信息,請關注我們其他的社交平臺!
現代機床雜志 2024 第一期

訂閱電話:010-80335298
















數控磨床電主軸典型故障分析與排除方法

1. 序言
數控拉刀磨床專用電主軸出現主軸停止運轉故障,設備報警。發生原因分析:主軸轉子的軸出現0.5mm的軸向竄動,使主軸轉子運轉不平衡,造成電流劇增、負載大、溫升快及有異響。與制造商聯系,其暫不提供技術支持,需采購新備件,周期為16周,費用30萬元。
為打破國外技術壟斷,縮短修理周期及采購費用,在沒有維修資料說明的情況下,成立技術團隊,自主制定改進性修理方案。自主改進面臨的技術難點有:主軸高速(加工轉速超過18000r/min)運轉的平衡控制措施無參考依據;軸的預緊轉矩數值及方法無技術支持;專用電主軸的裝配、調試方案及專用調整工具缺失;損壞零件的加工圖和零件的材料無參考依據。
因此嘗試分解電主軸,對其內部結構進行分析和研究。著重分析該電主軸的機械結構,剖析故障產生的原因,掌握裝配調整方法,恢復設備加工功能。
2. 電主軸結構
(1)電主軸外觀 電主軸(見圖1)是將主軸和電動機合二為一的機床部件,將主軸部件的主軸部分適當延長后,直接在延長段加裝電動機轉子,使電動機與主軸同軸,并在轉子外部加裝定子線包封閉,形成同軸電動機,電動機工作時直接帶動主軸工作。

圖1 電主軸
電動機與主軸同軸安裝,整體結構緊湊、剛性好、傳動效率和旋轉精度高,能快速實現零到數萬轉之間的轉速調整。電主軸是一套主軸組件,而不是一件孤立的主軸,包括電動機定子線圈、轉子、高速軸承、軸承潤滑裝置和主軸冷卻裝置。電主軸是一種集高速電動機、高速軸承、潤滑系統、冷卻系統、平衡技術及精密制造與裝配技術綜合運用的裝置。電主軸局部機械結構如圖2所示。
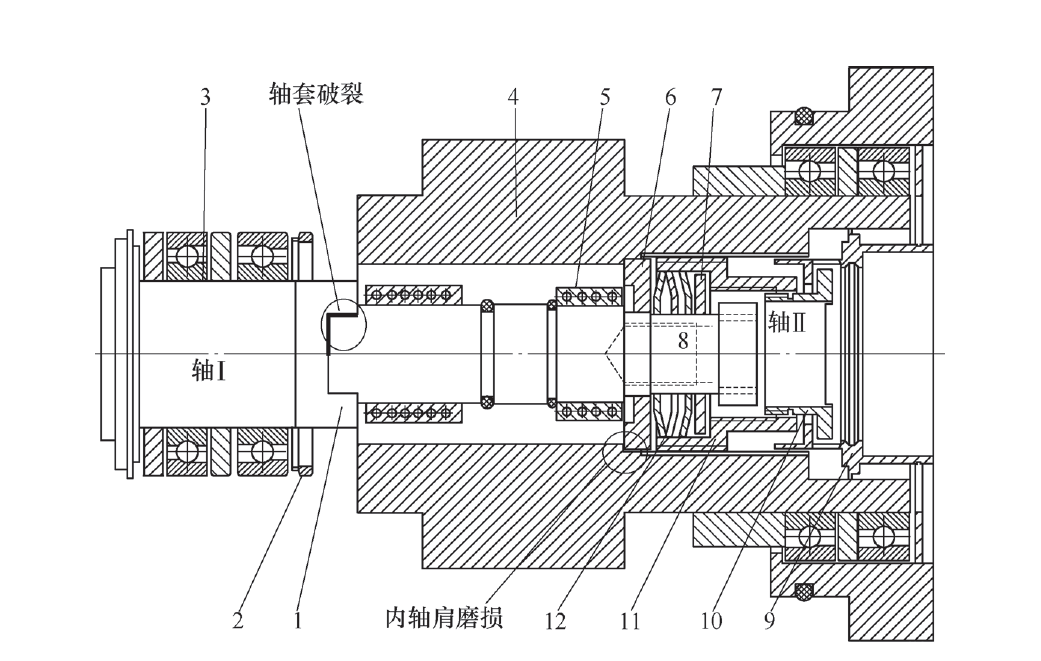
1—軸套 2—鎖緊螺母 3—角接觸球軸承 4—空心軸 5—滑動軸承6—墊片 7—小墊片 8—內六角圓柱頭螺釘 9—調節軸套 10—空心調節螺釘 11—調節螺母 12—碟簧
圖2 電主軸局部機械結構
(2)轉子軸 轉子軸由軸Ⅰ和軸Ⅱ兩部分組成(見圖3)。軸Ⅰ(見圖4)包括兩套角接觸球軸承、內外隔套、鎖緊螺母、軸套、滑動軸承、3片碟簧、墊片和內六角圓柱頭螺釘。兩套角接觸球軸承背對背安裝。軸套可以保證兩軸同步旋轉,另外可對兩軸起安全保護作用,使主軸的精度不下降。滑動軸承有兩套,支撐軸Ⅰ,可減小軸Ⅰ的徑向圓跳動量。在砂輪主軸發生碰撞時,瞬間發生微量變形,碟簧可以有效保護主軸。
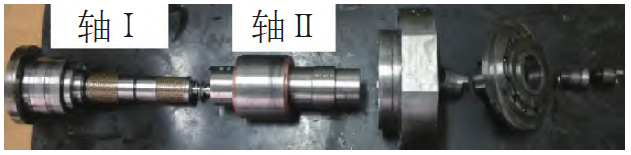
圖3 轉子軸組成

圖4 軸Ⅰ零件組成
(3)軸Ⅱ組成及磨損分析 軸Ⅱ由空心軸、墊片、調節螺母、空心調節螺釘、調節軸套、兩套角接觸球軸承(背對背安裝)、內外隔套及軸承壓蓋組成。
空心軸采用硅鋼材料,硬度低;墊片材料硬度高。長期使用過程中,電主軸高速旋轉,機械振動使內六角圓柱頭螺釘松動,造成軸Ⅰ和軸Ⅱ之間的軸向竄動增大,導致空心軸與墊片運轉不同步,加劇了空心軸內軸肩處的磨損。
3. 電主軸的典型故障及處理方法
數控拉刀磨床專用電主軸的典型故障現象是電主軸停止運轉,設備報警。
3.1 故障檢查與分析
(1) 故障檢查 在檢查主軸不轉故障的過程中,電氣方面:測得電主軸的線圈燒壞,線圈委派外協單位繞制修復,可以達到其性能要求。機械方面:通過分解電主軸,發現其轉子軸由軸Ⅰ和軸Ⅱ兩部分連接組成。故障點如下:①軸承沒有預緊。②軸Ⅰ端部內六角圓柱頭螺釘松動。③空心軸內壁磨損。④軸套破裂。⑤調節螺母研死。
(2)故障分析 出現主軸不轉故障,轉子軸內的內六角圓柱頭螺釘松動,在主軸高速旋轉的過程中,軸Ⅱ與墊片運轉不同步,墊片會在軸Ⅱ內部自轉,墊片與軸Ⅱ的材料不同,并且墊片比軸Ⅱ的硬度高。主軸經常這樣工作,造成軸Ⅱ內軸肩處磨損,致使軸Ⅱ內軸肩處與軸套端面間的距離縮短,但是軸Ⅰ上的軸套與墊片左端面之間的距離保持不變,這就會出現“軸變長”的現象,導致轉子軸整體不能預緊,軸向竄動0.5mm;同時又造成了軸Ⅰ與軸Ⅱ的同軸度超差。軸Ⅰ與軸套是緊配合,軸套的破裂使軸套可以繞軸Ⅰ自轉,這樣主軸在高轉速旋轉時,會出現軸Ⅰ與軸Ⅱ的運轉不同步,造成電主軸的負載過大,電流增大。電主軸長期這樣工作,會導致線圈燒壞,電氣元件老化,縮短使用壽命。
3.2 故障排除方法
采取如下故障排除方法。
1)對主軸兩端的軸承進行預緊。
2)配做軸Ⅰ上的軸套(見圖5),并熱裝于軸Ⅰ上。
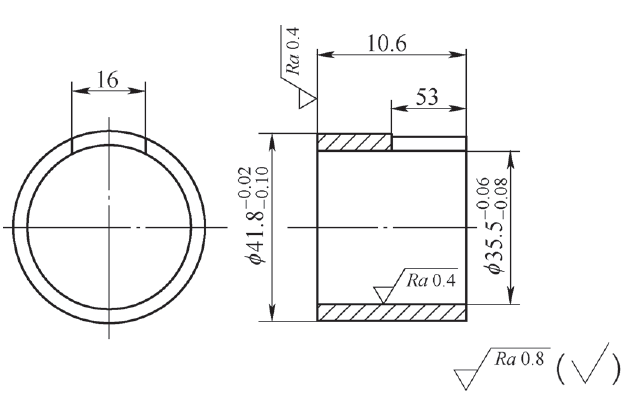
圖5 軸套零件圖
3)配做軸Ⅱ上的墊片,增加其厚度5mm,并在靠近滑動軸承端銑槽,槽深2mm(試裝時槽深分別為0.5mm、1mm、1.5mm和2mm)。配做軸Ⅱ上的調節螺母(見圖6)。
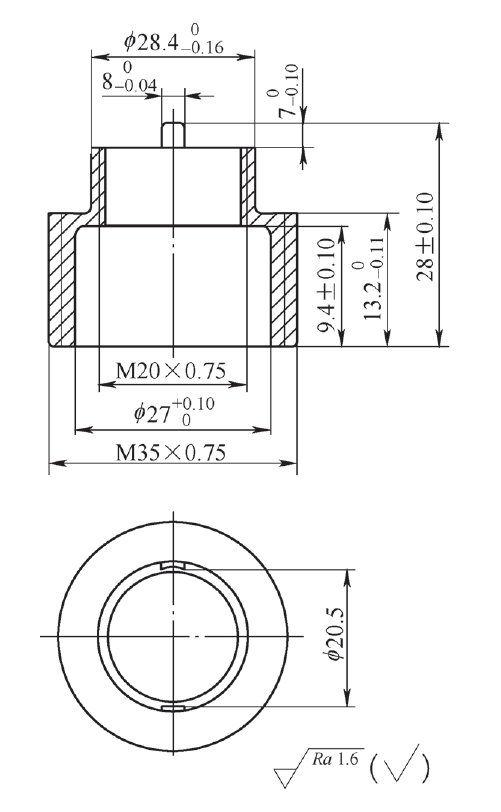
圖6 調節螺母
4)摸索專用電主軸的裝配方法,并配做專用調整工具。
3.3 裝配電主軸
軸Ⅰ上的兩套軸承為背對背安裝,軸承外環固定在線圈定子臺階孔內,兩套軸承之間安裝隔環,內環低于外環0.02mm。以空心軸和墊片為基準(見圖2),通過旋緊內六角圓柱頭螺釘,使軸Ⅰ承受向右的拉力,向右伸張,同時鎖緊螺母,推軸承內環向相反的方向移動,利用內外環高度差來消除軸Ⅰ的軸承游隙,實現軸Ⅰ軸向預緊。以空心軸的外圓軸肩和軸承內環為基準,通過旋緊空心調節螺釘(與調節螺母配合),間接拉緊軸Ⅱ的軸套,可以消除軸Ⅱ的軸向竄動,同時實現軸Ⅱ上軸承的軸向預緊。
軸Ⅰ上裝有帶凹槽的軸套,軸Ⅱ上設計有與軸套的凹槽相配合的凸臺,在裝配時,空心軸與軸套連接,墊片的內圓與軸Ⅰ配合,墊片的外圓與空心軸的內壁配合,墊片上放置3片碟簧,將調節螺母旋緊,就可以把小墊片、墊片和碟簧固定在軸Ⅱ上。以空心軸和墊片為基準,通過旋緊內六角圓柱頭螺釘,可以消除軸Ⅰ的軸向竄動。以空心軸的外圓軸肩和軸承內環為基準,通過旋緊空心調節螺釘(與調節螺母配合),間接拉緊軸套,可以消除軸Ⅱ的軸向竄動。至此,電主軸裝配完成。
3. 軸Ⅰ與軸Ⅱ之間的裝配關系及注意事項
1)軸Ⅰ上的兩套軸承為背對背安裝。滑動軸承的裝配要求主要是軸Ⅰ的軸頸與軸承孔之間獲得所需要的間隙和良好的接觸,可使軸Ⅰ在軸承中運轉平穩。
2)軸Ⅱ上兩套軸承的安裝和軸向預緊方法與軸Ⅰ相同。應該注意軸Ⅱ為空心軸,軸承與空心軸的配合應較緊,以避免軸的收縮使配合松動。
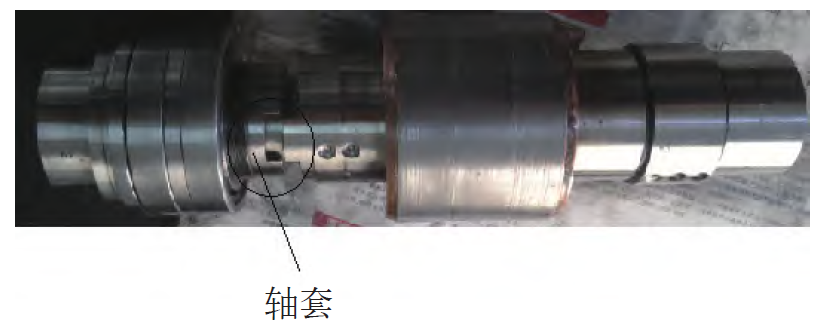
圖7 空心軸與軸套裝配
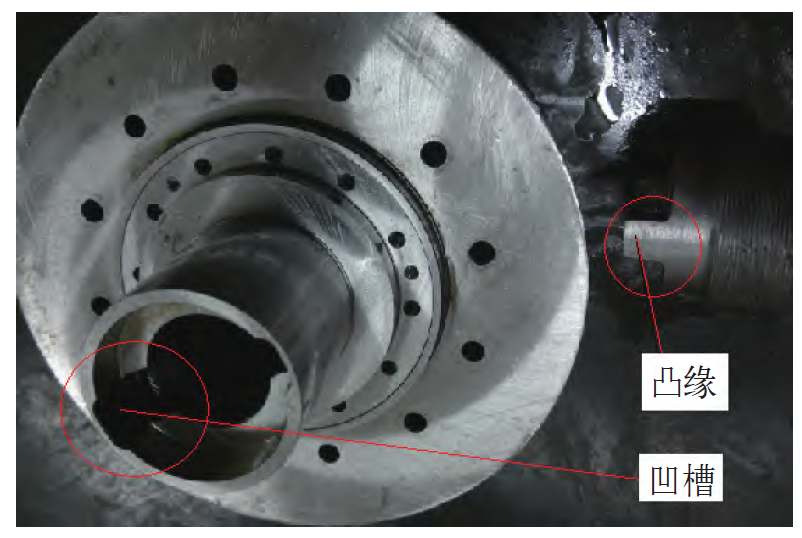
圖8 凸緣和與之配合的凹槽
3)消除軸Ⅰ和軸Ⅱ軸向間隙。軸Ⅰ上裝有帶凹槽的軸套,空心軸與軸套裝配如圖7所示。軸Ⅱ上設計有與軸套的凹槽相配合的凸緣(見圖8)。在裝配時,以空心軸和墊片為基準,通過旋緊內六角圓柱頭螺釘,可以消除軸Ⅰ的軸向竄動。以空心軸的外圓軸肩和軸承內環為基準,通過旋緊空心調節螺釘,間接拉緊軸套,可以消除軸Ⅱ的軸向竄動。
4)現場安裝、試車電主軸注意事項。開始起動時要監控冷卻、潤滑和壓縮空氣的工作情況,工作正常時,再開起主軸,同時觀察負載電流的變化。開始時主軸轉速應在3000r/min以下,運行10~20min,再慢慢加速至5000r/min進行試加工。電主軸的工作轉速應不超過額定轉速,讓主軸反復起動、運轉、加速和減速,一定要緩慢加、減速。另外,電主軸內部有冷卻水管、油管和氣管3組管路,3組管路循環工作,保證高速電主軸的可靠運轉。
3. 結束語
數控拉刀磨床專用電主軸結構比較特殊,它是一個轉子兩根軸。兩軸要同時旋轉,調整兩軸間隙的內六角圓柱頭螺釘不能松動,若內六角圓柱頭螺釘松動,則軸承沒有預緊,會影響到主軸的徑向圓跳動和軸向竄動。如果徑向圓跳動過大,同時主軸轉子與定子線圈間隙過小(0.25~0.5mm),則轉子和定子易發生剮蹭,電流不穩定,造成線圈或變頻器燒壞。變頻器外協修理時,發現參數設置范圍過大,造成變頻器電流參數過大,線圈已經燒壞。
配備高速電主軸的數控設備在生產中發揮著重要的作用,每一臺設備都是設備維修人員難能可貴的教科書,只有掌握其結構、各個部件功能和工作原理,才能準確、徹底和快速地維護好設備。

新入駐企業
-
寧波佳鈺機械設備有限公司
入駐:2026-02-23
-
無錫飛翔機床附件有限公司
入駐:2026-02-22
-
納載智能科技(浙江)有限公司
入駐:2026-02-22
-
滄州市太和機床部件有限公司
入駐:2026-02-22
-
江蘇寧興恒力智能設備有限公司
入駐:2026-01-14

展會追蹤
-
2026河北國際機床展覽會
舉辦:2026-03-26 至 2026-03-29
-
2026中部(鄭州)裝備制造業博覽會
舉辦:2026-04-01 至 2026-04-03
-
成都國際工業博覽會邀請函
舉辦:2026-03-11 至 2026-03-13
-
2025(第十一屆)航空材料與制造工藝國際論壇
舉辦:2025-12-04 至 2025-12-05
-
2025(第四屆)新能源航空國際論壇
舉辦:2025-11-13 至 2025-11-14



















